



“жҷәиғҪз»ҙжҠӨ”е’Ң“жңӘжқҘе·ҘеҺӮ”зӯүиЎҢдёҡжңҜиҜӯжҲ‘们已з»ҸиҖізҶҹиғҪиҜҰпјҢиҝҷдәӣжңҜиҜӯеҫҖеҫҖд»ЈиЎЁдәҶдјҒдёҡеҗ‘й«ҳж•Ҳдё”иҝҗиЎҢиүҜеҘҪзҡ„жңӘжқҘеҸ‘еұ•зҡ„ж„ҝжҷҜгҖӮ然иҖҢж•°жҷәеҢ–еҸ‘еұ•иҝӣзЁӢ并дёҚжҳҜдёҖеёҶйЈҺйЎәпјҢд№ҹйқўдёҙзқҖе·ЁеӨ§зҡ„жҢ‘жҲҳдёҺйҡҫйўҳгҖӮеҜ№дәҺеҗ‘жҷәиғҪе·ҘеҺӮжЁЎејҸиҝҮжёЎзҡ„йЈҹе“Ғе’ҢйҘ®ж–ҷеҲ¶йҖ е•ҶжқҘиҜҙпјҢе°ҶзҗҶи®әиҪ¬еҸҳдёәзҺ°е®һе°ұжҳҜжҢ‘жҲҳд№ӢдёҖгҖӮ

е°Ҫз®ЎеҰӮжӯӨпјҢиҚ·е…°е–ңеҠӣе•Өй…’е…¬еҸёдёәдәҶдјҒдёҡжӣҙзЁіеҒҘгҖҒеҸҜжҢҒз»ӯзҡ„жңӘжқҘеҸ‘еұ•пјҢ他们еӢҮдәҺжҺҘеҸ—еҲӣж–°пјҢиёҸи¶іж•°жҷәеҢ–йўҶеҹҹпјҢз»ҸиҝҮд»”з»Ҷзҡ„з ”з©¶еӢҳеҜҹпјҢжңҖеҗҺйҮҮз”Ёе…·жңүйӣҶжҲҗејҸе·ҘеҶөзӣ‘жөӢ (CBM) еҠҹиғҪзҡ„дё№дҪӣж–ҜVLT®еҸҳйў‘еҷЁжқҘеҠ©еҠӣе…¶е®һзҺ°ж„ҝжҷҜгҖӮ
дё№дҪӣж–ҜVLT®еҸҳйў‘еҷЁ
и§ҰеҸ‘йў„йҳІжҖ§з»ҙжҠӨд»ҘйҒҝе…ҚеҒңжңә

дё№дҪӣж–ҜVLT®еҸҳйў‘еҷЁеҸҜд»ҘдҪҝз”ЁжқҘиҮӘеӨ–йғЁдј ж„ҹеҷЁзҡ„иҫ“е…ҘпјҢеҰӮжҢҜеҠЁдј ж„ҹеҷЁгҖӮжӯӨж•°жҚ®дёҺеҶ…йғЁеҸҳйҮҸзӣёе…іиҒ”пјҢеҢ…жӢ¬иҝҗиЎҢйҖҹеәҰжҲ–иҙҹиҪҪгҖӮеҸҳйў‘еҷЁеҜ№дҪҝз”Ёдёӯзҡ„и®ҫеӨҮжү§иЎҢзҠ¶жҖҒзӣ‘жөӢпјҢ并еңЁжЈҖжөӢеҲ°жҖ§иғҪдёӢйҷҚж—¶жҸҗдҫӣж—©жңҹиӯҰе‘ҠгҖӮжҸҗйҶ’йҖҡзҹҘеҸҜйҖҡиҝҮжң¬ең°жҺ§еҲ¶зі»з»ҹжҲ–дә‘з«Ҝи§ЈеҶіж–№жЎҲжҸҗдҫӣгҖӮ
жҢ‘жҲҳдёҺжңәйҒҮ并еӯҳ
жҸҗй«ҳе–ңеҠӣе•Өй…’зҡ„з«һдәүеҠӣ
йў„и®ЎеҲ°2025е№ҙпјҢ欧жҙІе•Өй…’еёӮеңәе°Ҷеўһй•ҝ15.2%гҖӮ
дёәж»Ўи¶іж—ҘзӣҠеўһй•ҝзҡ„еёӮеңәйңҖжұӮпјҢе–ңеҠӣе•Өй…’еҝ…йЎ»зЎ®дҝқжүҖжңүз”ҹдә§зәҝйғҪе…·еӨҮжҢҒз»ӯгҖҒеҸҜйқ зҡ„еҚ“и¶ҠжҖ§иғҪпјҢиҝҷж ·жүҚиғҪеӨҹе®ҢжҲҗд»»еҠЎгҖӮ

然иҖҢпјҢеңЁз¬¬дёҖ家жҺҘеҸ—еҚҮзә§зҡ„Den Boschе•Өй…’еҺӮпјҢе…¶дёҘй…·зҡ„е·ҘдҪңзҺҜеўғеёҰжқҘдәҶеӨҡйҮҚжҢ‘жҲҳпјҡеңЁеј•е…Ҙдё№дҪӣж–ҜеҸҳйў‘еҷЁд№ӢеүҚпјҢжңәеҷЁеұЎеұЎеҸ‘з”ҹж•…йҡңпјҢжҜҸдёҖж¬Ўй•ҝж—¶й—ҙзҡ„еҒңжңәпјҢйғҪдјҡд»ҳеҮәй«ҳжҳӮзҡ„жҲҗжң¬д»Јд»·пјҢ究其еҺҹеӣ жҳҜз”ұдәҺзҺ°еңәж“ҚдҪңзҺҜеўғжҪ®ж№ҝжҒ¶еҠЈпјҢи®ҫеӨҮз”өжңәеӨ„еңЁйҡҗи”Ҫд№ӢеӨ„пјҢйҒҮеҲ°зҙ§жҖҘжғ…еҶөж“ҚдҪңеӣ°йҡҫгҖӮ
дёәжӯӨпјҢдё№дҪӣж–Ҝдј еҠЁзҡ„йҰ–иҰҒд»»еҠЎжҳҜеё®еҠ©е–ңеҠӣе°Ҷе·ҘеҶөзӣ‘жөӢеҠҹиғҪж•ҙеҗҲеҲ°е…¶зЁӢеәҸдёӯпјҢд»ҺиҖҢжңүеҠ©дәҺпјҡ
延й•ҝиҝҗиЎҢж—¶й—ҙ
йҷҚдҪҺејҖй”Җ
ж”№иҝӣеӨҮ件е’Ңеә“еӯҳз®ЎзҗҶ
и®ҝй—®ж–°зҡ„и®ҫеӨҮеҲҶзә§ж•°жҚ®
жҸҗй«ҳеә”з”Ёе’Ңзі»з»ҹжҖ§иғҪ
“CBMжҳҜеңЁе·Із»Ҹйқһеёёдјҳз§Җзҡ„еҸҳйў‘еҷЁдёҠй”ҰдёҠж·»иҠұгҖӮзҺ°еңЁпјҢе–ңеҠӣе•Өй…’з”ҹдә§зәҝдёҠVLT®AutomationDrive FC 302дёҠе·Із»Ҹе®һзҺ°ж ҮеҮҶеҢ–й…ҚзҪ®гҖӮ”
——Jan Brouwers
е–ңеҠӣDen Boschе•Өй…’еҺӮиҜҰеӣҫе·ҘзЁӢеёҲ
жңҖз»ҲпјҢдё№дҪӣж–ҜVLT®еҸҳйў‘еҷЁеҮӯеҖҹ“зЎ¬ж ё”зҡ„е®һеҠӣйЎәеҲ©е®ҢжҲҗдәҶеҜ№е–ңеҠӣе•Өй…’зҡ„ж”№йҖ еҚҮзә§пјҢдҪҝе–ңеҠӣе•Өй…’зҡ„з«һдәүеҠӣдёҺз”ҹдә§еҠӣеҫ—еҲ°дәҶеӨ§е№…еәҰжҸҗй«ҳпјҢеӣ ж•…йҡңеҜјиҮҙеҒңжңәзҡ„жғ…еҶөд№ҹеӨ§еӨ§еҮҸе°‘пјҢ2020е№ҙе–ңеҠӣе•Өй…’й”Җе”®йҮҸе·Ій«ҳиҫҫ21.6дәҝеҚҮгҖӮ
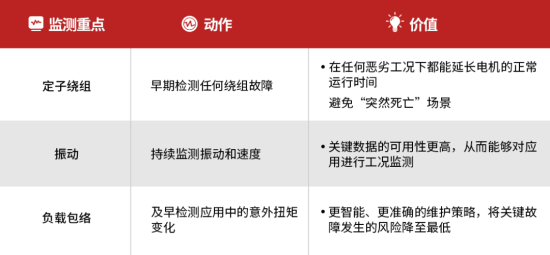
еҹәдәҺе·ҘеҶөзӣ‘жөӢеҠҹиғҪ
дё№дҪӣж–ҜжҷәиғҪеҸҳйў‘еҷЁи§ЈеҶіж–№жЎҲ
2019е№ҙ8жңҲпјҢе–ңеҠӣйҮҮз”ЁеёҰжңүеҶ…зҪ®жҷәиғҪиҝһжҺҘдј ж„ҹеҷЁеҠҹиғҪзҡ„дё№дҪӣж–ҜVLT®еҸҳйў‘еҷЁгҖӮе®үиЈ…е·ҘдҪңз”ұдё№дҪӣж–Ҝдј еҠЁеә”з”Ёе’Ңе…Ёзҗғдә§е“Ғз®ЎзҗҶ专家д»ҘеҸҠHansfordдј ж„ҹеҷЁжҢҜеҠЁдё“家зҡ„ж”ҜжҢҒдёӢиҝӣиЎҢгҖӮ
еҹәдәҺе·ҘеҶөзҡ„зӣ‘жөӢдҝЎеҸ·йҖҡиҝҮиҫ№зјҳи®Ўз®—йӣҶжҲҗеҲ°е•Өй…’еҺӮзҡ„з»ҙжҠӨзі»з»ҹдёӯпјҢдҪҝеҸҳйў‘еҷЁиғҪеӨҹзӢ¬з«ӢдәҺдә‘жҲ–д»»дҪ•PLCиҝҗиЎҢпјҢжңҖеӨ§йҷҗеәҰең°йҷҚдҪҺж“ҚдҪңеӨҚжқӮжҖ§зҡ„йЈҺйҷ©гҖӮ

дёәд»Җд№ҲйҖүжӢ©йӣҶжҲҗеҹәдәҺе·ҘеҶөзӣ‘жөӢеҠҹиғҪпјҹ
дё№дҪӣж–ҜиҝҳеҒҡдәҶе“ӘдәӣеҮҶеӨҮпјҹ
дё№дҪӣж–Ҝдј еҠЁз»„з»ҮдәҶйЎ№зӣ®зӣёе…ізҡ„и°ғиҜ•е’Ңеҹ№и®ӯпјҢ并дёҫеҠһдәҶ“е®ўжҲ·д№ӢеЈ°”з ”и®ЁдјҡпјҢд»ҘзЎ®е®ҡе–ңеҠӣиғҪеӨҹиҺ·еҫ—жңҖдҪізҡ„и§ЈеҶіж–№жЎҲгҖӮеҗҢж—¶пјҢе•Өй…’еҺӮ收еҲ°дәҶжқҘиҮӘHansfordдј ж„ҹеҷЁзҡ„4-20 mAжҢҜеҠЁдј ж„ҹеҷЁгҖӮ
VLT®еҸҳйў‘еҷЁиҝҳж”ҜжҢҒйў„зҪ®зҡ„йҖҡдҝЎжҺҘеҸЈе’ҢиҪҜ件пјҢеҰӮзҺ°еңәжҖ»зәҝгҖҒжң¬ең°жҺ§еҲ¶йқўжқҝе’ҢVLT®MotionControl Tool MCT 10пјҢиҝҷж„Ҹе‘ізқҖе–ңеҠӣж— йңҖеңЁеҚҮзә§иҝҮзЁӢдёӯжҠ•иө„ж–°зҡ„并иЎҢзі»з»ҹгҖӮ
еҲӣж–°жҺЁеҠЁй«ҳиҙЁйҮҸиҪ¬еҢ–еә”з”Ё
еҠ©еҠӣе–ңеҠӣе•Өй…’иҝҲеҗ‘ж•°еӯ—еҢ–жңӘжқҘ
е®һи·өиҜҒжҳҺпјҢVLT®Motion Control Tool MCT 10жҸ’件зңҹжӯЈеҒҡеҲ°дәҶпјҡеңЁеҸҳйў‘еҷЁд№Ӣй—ҙдҪҝз”ЁдёҖиҮҙеҸӮж•°и®ҫзҪ®е®һзҺ°ж— зјқи°ғиҜ•пјҢиҫҫеҲ°е®һ时收йӣҶжӣҙеӨҡе…ій”®еә”з”Ёж•°жҚ®гҖӮеңЁдё№дҪӣж–Ҝеё®еҠ©дёӢпјҢе–ңеҠӣе•Өй…’дјҳеҢ–дәҶDen Boschз”ҹдә§зәҝзҡ„еҗҢж—¶пјҢи§ЈеҶідәҶжүҖжңүйҡҫйўҳ并е»әз«ӢдёҖдёӘе…Ёд»·еҖјдё»еј гҖӮ

жӯӨеӨ–пјҢдё№дҪӣж–Ҝзҡ„ж•°еӯ—еҢ–дё“дёҡзҹҘиҜҶеё®еҠ©е–ңеҠӣдёәе…¶и®ҫж–Ҫдёӯзҡ„е…¶д»–еҸҳйў‘еҷЁжҸҗдҫӣеҹәдәҺе·ҘеҶөзӣ‘жөӢеҠҹиғҪзҡ„ж”№йҖ гҖӮиҖҢеҜ№дәҺDen Boschзҡ„е‘ҳе·ҘжқҘиҜҙпјҢ他们е°ҶйҖҡиҝҮж•°еӯ—еҢ–еә”з”ЁпјҢдҪҝе·ҘдҪңеҶ…е®№еҸҳеҫ—жӣҙе®№жҳ“гҖҒй«ҳж•ҲпјҢдё”ж— йңҖйҮҮеҸ–еӨ–йғЁеё®еҠ©гҖӮ
“еңЁи®Ёи®ә Den Bosch з”ҹдә§зәҝзҡ„и®ҫи®Ўж—¶пјҢжҲ‘们зә з»“дәҺжҳҜдҪҝз”Ё CBM жқҘзӣ‘жөӢе·Іе®үиЈ…зҡ„еҹәе»әпјҢиҝҳжҳҜиө°еқҡжҢҒеӮЁеӨҮеӨҮз”Ёжіөзҡ„иҖҒи·ҜгҖӮжңҖз»ҲжҲ‘们еҸ‘зҺ°пјҢCBM е°ұжҳҜе®ҢзҫҺзҡ„и§ЈеҶіж–№жЎҲ гҖӮ”
——Jan Brouwers
е–ңеҠӣDen Boschе•Өй…’еҺӮиҜҰеӣҫе·ҘзЁӢеёҲ
жӯӨж¬ЎDen Boschзҡ„еҚҮзә§жҳҫзӨәпјҢеңЁдё№дҪӣж–Ҝдј еҠЁзҡ„еҲӣж–°е’ҢеүҚзһ»жҖ§ж–№жі•зҡ„еј•еҜјдёӢпјҢеҹәдәҺе·ҘеҶөзҡ„зӣ‘жҺ§дёҚеҶҚжҳҜд»…й’ҲеҜ№дёҖдәӣйҮҚиҰҒиө„дә§зҡ„дјҳиҙЁдә§е“ҒпјҢиҖҢжҳҜдёҖдёӘжҷ®жғ зҡ„и§ЈеҶіж–№жЎҲгҖӮйҡҸзқҖж–°дёҖиҪ®з§‘жҠҖйқ©е‘Ҫе’Ңдә§дёҡеҸҳйқ©зҡ„е…ҙиө·пјҢж•°жҷәеҢ–иҪ¬еһӢжӯЈеңЁе…ЁйқўеҠ йҖҹдёӯпјҢжңӘжқҘжҲ‘们йғҪиҰҒжҖқиҖғеҰӮдҪ•йқўеҜ№еҸҳйқ©еёҰжқҘзҡ„жҢ‘жҲҳпјҢи®©ж•°жҷәеҢ–жҲҗдёәй©ұеҠЁдјҒдёҡжҢҒз»ӯеўһй•ҝзҡ„ж ёеҝғеҠЁеҠӣгҖӮ












