



жң¬ж–Үд»ҘеҺӢи·ҜжңәжҢҜеҠЁиҪ®еҠ е·ҘдёәдҫӢпјҢз»“еҗҲдә§е“Ғжү№йҮҸе’ҢиҙЁйҮҸиҰҒжұӮйҖүжӢ©еҗҲйҖӮзҡ„е·ҘиүәжөҒзЁӢпјҢеңЁе…Ҳй•—еӯ”еҗҺиҪҰеӨ–еңҶзҡ„常规е·ҘиүәеҹәзЎҖдёҠпјҢиҝӣдёҖжӯҘз ”з©¶е…ҲиҪҰеӨ–еңҶеҗҺй•—еӯ”зҡ„е·Ҙиүәж–№жі•гҖӮйҖҡиҝҮжҖ»з»“дёӨиҖ…зҡ„е·ҘиүәдјҳзјәзӮ№е’Ңдё»иҰҒе·ҘеәҸжҺ§еҲ¶зӮ№пјҢдёәжҢҜеҠЁиҪ®зҡ„еҠ е·ҘжҸҗдҫӣдәҶжӣҙеӨҡзҡ„йҖүжӢ©пјҢеҗҢж—¶еңЁдә§е“ҒеўһйҮҸж—¶жӣҙеҘҪең°еҲ©з”Ёи®ҫеӨҮиө„жәҗпјҢе…ӢжңҚе·ҘеәҸ瓶йўҲпјҢжҸҗй«ҳз”ҹдә§ж•ҲзҺҮгҖӮ
1.еәҸиЁҖ
еҺӢи·ҜжңәжҳҜи·Ҝйқўж–Ҫе·Ҙжңәжў°йӣҶзҫӨдёӯзҡ„йҮҚиҰҒиЈ…еӨҮпјҢе…¶дёӯжҢҜеҠЁеҺӢи·ҜжңәеҸҲеҲҶдёәеҚ•й’ўиҪ®еҺӢи·Ҝжңәе’ҢеҸҢй’ўиҪ®еҺӢи·ҜжңәгҖӮз”ЁдәҺжІҘйқ’йқўеұӮеҺӢе®һзҡ„еҸҢй’ўиҪ®еҺӢи·ҜжңәжҢҜеҠЁиҪ®зҡ„еҠ е·ҘиҰҒзҙ еӨҡгҖҒзІҫеәҰиҰҒжұӮй«ҳгҖҒеҠ е·Ҙе·ҘеәҸй•ҝ并且еҠ е·Ҙе·ҘиүәеҜ№иЈ…еӨҮжҠ•е…Ҙзҡ„еҪұе“ҚиҫғеӨ§пјҢиҝҷйҮҢйҮҚзӮ№д»Ӣз»ҚеҸҢй’ўиҪ®еҺӢи·ҜжңәжҢҜеҠЁиҪ®зҡ„еҶ…еӯ”е’ҢеӨ–еңҶеҠ е·Ҙж–№жі•д»ҘеҸҠе·ҘеәҸжөҒзЁӢзҡ„еҲҶжһҗе’ҢйҖүжӢ©гҖӮ
2.еҸҢй’ўиҪ®еҺӢи·Ҝжңәзү№зӮ№еҸҠжҢҜеҠЁиҪ®еҲ¶йҖ зҺ°зҠ¶
2.1 еҸҢй’ўиҪ®еҺӢи·ҜжңәжҢҜеҠЁиҪ®зҡ„зү№зӮ№
еҸҢй’ўиҪ®еҺӢи·ҜжңәпјҲи§Ғеӣҫ1пјүжҳҜи·ҜйқўеҺӢе®һзҡ„жңҖеҗҺдёҖйҒ“е·ҘеәҸзҡ„еёёз”Ёи®ҫеӨҮпјҢеҪ“еҺӢи·ҜжңәжҢҜеҠЁиҪ®дёҺи·Ҝйқўе……еҲҶжҺҘи§Ұж—¶жҳҜжңҖзҗҶжғізҡ„зҠ¶жҖҒпјҢиҝҷж ·дјҡиҺ·еҫ—иҫғеҘҪе№іж•ҙеәҰе’ҢеҜҶе®һеәҰзҡ„и·ҜйқўеұӮпјҢеҸҜд»Ҙ延й•ҝи·Ҝйқўзҡ„дҪҝз”ЁеҜҝе‘ҪгҖӮ

еӣҫ1еҸҢй’ўиҪ®еҺӢи·ҜжңәеҸҠжҢҜеҠЁиҪ®
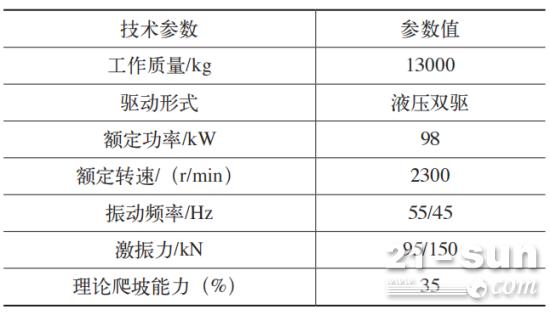
еҸҢй’ўиҪ®еҺӢи·Ҝжңәзҡ„жҠҖжңҜеҸӮж•°иҫғеӨҡпјҢеҢ…жӢ¬ж•ҙжңәиҙЁйҮҸгҖҒжҝҖжҢҜеҠӣе’ҢжҢҜеҠЁйў‘зҺҮзӯүпјҢи§ҒиЎЁ1гҖӮжҢҜеҠЁиҪ®еҶ…еӯ”е’ҢеӨ–еңҶзҡ„еҠ е·ҘиҙЁйҮҸд»ҘеҸҠеҗҲзҗҶзҡ„еҢ№й…ҚжҠҖжңҜеҸӮж•°пјҢеҜ№еҺӢе®һж•Ҳжһңе…·жңүйҮҚиҰҒеҪұе“ҚгҖӮ
иЎЁ1жҹҗе“ҒзүҢ13tе…ёеһӢеҸҢй’ўиҪ®еҺӢи·ҜжңәеҸӮж•°
2.2 зӣ®еүҚжҢҜеҠЁиҪ®дё»иҰҒйҮҮз”Ёзҡ„еҠ е·Ҙе·Ҙиүәж–№жі•
еҺӢи·ҜжңәжҢҜеҠЁиҪ®йңҖиҰҒз»ҸиҝҮеңҶзӯ’зҡ„еҚ·еҲ¶гҖҒз„ҠжҺҘгҖҒй•—еӯ”гҖҒиҪҰз«ҜйқўпјҲеҸҢй’ўиҪ®иҝҳйңҖиҰҒиҪҰеӨ–еңҶпјүгҖҒй’»еӯ”е’Ңж”»иһәзә№зӯүдёҖзі»еҲ—е·ҘеәҸе®ҢжҲҗеҠ е·ҘпјҢзӣ®еүҚжҢҜеҠЁиҪ®дё»иҰҒйҮҮз”Ёе…Ҳй•—еҶ…еӯ”пјҢеҶҚд»ҘеҶ…еӯ”дёәеҹәеҮҶпјҢйҮҮз”ЁеҝғиҪҙе·ҘиЈ…иЈ…еӨ№пјҢ然еҗҺиҪҰеүҠеӨ–еңҶзҡ„е·Ҙиүәж–№жі•гҖӮ
з”ұдәҺеҺӢи·ҜжңәжҢҜеҠЁиҪ®йңҖиҰҒеӨ–еңҶдёҺеҶ…еӯ”еҗҢеҝғпјҢеңЁй•—еӯ”жүҫжӯЈиҝҮзЁӢйңҖиҰҒиҠұиҙ№еӨ§йҮҸзҡ„ж—¶й—ҙгҖӮй•—еӯ”еҠ е·Ҙж—¶д»ҘеӨ–еңҶдёәеҹәеҮҶпјҢеӨ–еңҶзҡ„еңҶеәҰе’ҢжүҫжӯЈзӮ№ж•°зҡ„еӨҡе°‘еҶіе®ҡдәҶй•—еӯ”дёӯеҝғзәҝжҳҜеҗҰиғҪе’ҢеӨ–еңҶзҡ„жҜҚзәҝе№іиЎҢпјҢеҰӮеҮәзҺ°жүҫжӯЈеҒҸе·®жҲ–иҪ®еңҲеңҶеәҰи¶…е·®пјҢз»ҸиҝҮиҪҰеӨ–еңҶеҗҺе°ұеҮәзҺ°иҪ®еңҲеЈҒеҺҡдёҚеқҮеҢҖзҡ„жғ…еҶөпјҢиҝӣиҖҢеҪұе“ҚжҢҜеҠЁиҪ®еҺӢе®һзҡ„ж•ҲжһңгҖӮ
3.жҢҜеҠЁиҪ®еҠ е·Ҙзү№жҖ§еҲҶжһҗ
з”ұдәҺжҢҜеҠЁиҪ®зҡ„е°ҒеҸЈжқҝеҶ…еӯ”еҠ е·ҘдҪҚзҪ®и·қзҰ»з«Ҝйқўи¶…иҝҮ500mmпјҢжҢҜеҠЁиҪ®еҶ…йғЁжҳҜз©әеҝғз»“жһ„дё”еЈҒеҺҡдёҖиҲ¬≤20mmпјҢйҖ жҲҗжҢҜеҠЁиҪ®еҲҡжҖ§иҫғе·®пјҢеӣ жӯӨеңЁз„ҠжҺҘеҗҺдјҡеҮәзҺ°ж”¶зј©еҸҳеҪўпјҢеҜјиҮҙдәҶеҠ е·ҘиҝҮзЁӢдёӯеҠ е·ҘдҪҷйҮҸдёҚеқҮеҢҖпјҢеӯҳеңЁз”ҹдә§ж•ҲзҺҮдҪҺе’ҢиЎЁйқўиҙЁйҮҸе·®зӯүй—®йўҳпјҢ并且йҡҫд»ҘжҺ§еҲ¶гҖӮ
еҪұе“ҚеҸҢй’ўиҪ®иҪ®еңҲеҠ е·ҘеЈҒеҺҡзҡ„дё»иҰҒеӣ зҙ жңүдёӨз§ҚпјҡдёҖжҳҜеҸ—еҠӣеӣ зҙ пјҢз”ұдәҺиҪ®еңҲеҶ…йғЁж”Ҝж’‘и·қзҰ»з«Ҝйқўиҫғиҝңдё”еЈҒеҺҡиҫғи–„пјҢеңЁиҪҰеӨ–еңҶеҸ—еҲ°еӨ–еҠӣзҡ„дҪңз”ЁдёӢпјҢдјҡеҮәзҺ°еұҖйғЁеҸҳеҪўпјӣдәҢжҳҜжҢҜеҠЁеӣ зҙ пјҢеңЁиҪҰеүҠжҢҜеҠЁиҪ®еӨ–еңҶж—¶пјҢдҪңз”ЁеңЁеӨ–еңҶдёҠзҡ„еҫ„еҗ‘еҲҮеүҠеҠӣпјҢеңЁжҢҜеҠЁиҪ®еңҶеәҰиҫғе·®зҡ„жғ…еҶөдёӢеҲҖе…·дјҡеҮәзҺ°и·іеҠЁпјҢеҜјиҮҙжҢҜеҠЁиҪ®иЎЁйқўиҙЁйҮҸе·®гҖӮ
4.е…ҲиҪҰеӨ–еңҶеҗҺй•—еӯ”е·Ҙиүәж–№жі•з ”з©¶еҸҠжҺ§еҲ¶зӮ№
жҢҜеҠЁиҪ®зҡ„еҶ…еӯ”зІҫеәҰдёәIT6пҪһIT8зә§пјҢеҠ е·ҘзІҫеәҰиҰҒжұӮиҫғй«ҳпјҢдё”4з»„еҶ…еӯ”еҗҢиҪҙеәҰиҰҒжұӮ≤0.05mmпјҢйңҖиҰҒеңЁй«ҳзІҫеәҰзҡ„ж•°жҺ§й•—й“ЈеҠ е·ҘдёӯеҝғдёҠй•—еӯ”пјҢйҮҮз”Ёе…ҲиҪҰеӨ–еңҶеҗҺй•—еӯ”зҡ„ж–№ејҸпјҢеҸҜд»Ҙе°Ҷж”Ҝж’‘жҢҜеҠЁиҪ®зҡ„е·ҘиЈ…ж”Ҝж’‘иЈ…зҪ®еҒҡжҲҗеӣәе®ҡејҸпјҢжҺҘи§ҰйқўзӣёеҜ№дәҺе…Ҳй•—еӯ”еҗҺиҪҰеӨ–еңҶпјҢеҸҜи°ғиҠӮзҡ„е·ҘиЈ…жӣҙеӨ§пјҢеңЁй•—еӯ”иҝҮзЁӢдёӯдёҚйңҖиҰҒжүҫжӯЈпјҢдё”еҠ е·ҘиҝҮзЁӢжӣҙе№ізЁіпјҢеҰӮеӣҫ2жүҖзӨәгҖӮ
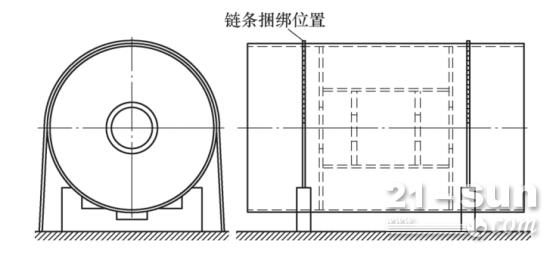
еӣҫ2й•—еӯ”е·ҘиЈ…еҸҠеӣәе®ҡзӨәж„Ҹ
4.1 е…ҲиҪҰеӨ–еңҶеҗҺй•—еӯ”зҡ„дё»иҰҒе·ҘиүәжөҒзЁӢ
е…ҲиҪҰеӨ–еңҶеҗҺй•—еӯ”зҡ„дё»иҰҒе·ҘиүәеҶ…е®№е’Ңе…Ҳй•—еӯ”еҗҺиҪҰеӨ–еңҶеҹәжң¬дёҖиҮҙпјҢдё»иҰҒжҳҜе°ҶиҪҰеӨ–еңҶзҡ„е·ҘеәҸи°ғж•ҙеҲ°й•—еӯ”еүҚпјҢд»ҘеӨ–еңҶдҪңдёәй•—еӯ”зҡ„еҹәеҮҶпјҢдё»иҰҒе·ҘиүәжөҒзЁӢеҰӮдёӢгҖӮ
1пјүз”Ёе·ҘиЈ…е°ҶиҪ®еңҲеҶ…еЈҒиҝӣиЎҢеқҮеҢҖж”Ҝж’‘пјҢ8дёӘж”Ҝж’‘зӮ№еҜ№з§°йҖҗжӯҘжӢ§зҙ§гҖӮ
2 пјүзІ—гҖҒзІҫиҪҰжҢҜеҠЁиҪ®еӨ–еңҶпјҢеӨ–еңҶзӣҙеҫ„пјҲ1300±1пјүmmпјҢиҪҰз«Ҝйқўе№¶еҖ’RиҝҮжёЎеңҶи§’гҖӮ
3пјүд»ҘиҪ®еңҲеӨ–еңҶдёәеҹәеҮҶеҗҠиҮій•—еӯ”е·ҘиЈ…еӣәе®ҡпјҢжүҫжӯЈеӨ–еңҶдёҠдёӢдёӯеҝғдҪҚзҪ®пјҢзЎ®и®Өе·ҰеҸіеҜ№з§°гҖӮ
4пјүеҲҶеҲ«й•—дёӨз«ҜеҶ…еӯ”φ320H7пјҢφ210H7пјҢеӯ”еҸЈеҖ’и§’1mm×45°гҖӮ
5пјүй’»дёӨз«ҜM16-6Hиһәзә№еә•еӯ”иҮіφ14mmпјҢж”»иһәзә№е№¶еҺ»жҜӣеҲәгҖӮ
4.2 е…ҲиҪҰеӨ–еңҶеҗҺй•—еӯ”ж–№жі•зҡ„жҺ§еҲ¶зӮ№
еңЁе…ҲиҪҰеӨ–еңҶеҗҺй•—еӯ”е·Ҙиүәж–№жі•дјҳеҢ–зҡ„з ”з©¶дёӯпјҢз»“еҗҲеҠ е·ҘиҝҮзЁӢдёӯеӯҳеңЁзҡ„дёҖдәӣй—®йўҳпјҢжҖ»з»“дәҶеҰӮдёӢжҺ§еҲ¶зӮ№гҖӮ
еҶ…еӯ”ж”Ҝж’‘е·ҘиЈ…йҮҮз”ЁеӨҡзӮ№ж”Ҝж’‘пјҡз”ұдәҺжҢҜеҠЁиҪ®иҪ®еңҲеңЁз»ҸиҝҮеҚ·еңҶгҖҒз„ҠжҺҘдёҖзі»еҲ—е·ҘеәҸеҗҺпјҢиҪ®еңҲдјҡеҮәзҺ°дёҚ规еҲҷеҸҳеҪўпјҢдё”иҪ®еңҲзҡ„еЈҒеҺҡиҫғи–„пјҢеҰӮжһңж”Ҝж’‘зӮ№иҫғе°‘пјҢеңЁиҪҰеӨ–еңҶж—¶дјҡеҮәзҺ°ж— жі•еҜ№иҪ®еңҲеңҶеәҰзҹ«жӯЈжҲ–ж”Ҝж’‘еҠӣиҝҮеӨ§йҖ жҲҗиҪ®еңҲеҸҳеҪўзҡ„й—®йўҳпјҢжңҖе°‘йңҖиҰҒи®ҫзҪ®8дёӘж”Ҝж’‘зӮ№пјҢеҰӮжңүжқЎд»¶еҸҜд»Ҙи®ҫзҪ®12дёӘж”Ҝж’‘зӮ№гҖӮ
иҪҰеҠ е·ҘеҹәеҮҶзҡ„йҖүжӢ©пјҡеңЁиҪҰдёӨз«Ҝйқўж—¶пјҢиҰҒжіЁж„Ҹд»ҘдёӨз«Ҝе°ҒеҸЈжқҝдёәеҹәеҮҶпјҢеңЁжөӢйҮҸж—¶е°ҪйҮҸд»ҘеҶ…еӯ”дҪҚзҪ®дҪңдёәжөӢйҮҸиө·е§ӢзӮ№пјҢеҸҜд»ҘйҳІжӯўеңЁеҗҺйҒ“й•—еӯ”е·ҘеәҸй”ӘжӯўеҸЈж—¶еЈҒеҺҡдёҚеқҮеҢҖгҖӮ
й•—еӯ”е·ҘеәҸж”Ҝж’‘зӮ№зҡ„йҖүжӢ©пјҡеңЁй•—еӯ”ж—¶пјҢжҢҜеҠЁиҪ®з”ұдәҺеҸ—еҲ°иҪҙеҗ‘еҠӣпјҢеҰӮжһңиЈ…еӨ№дёҚзүўйқ дјҡеҮәзҺ°иҪҙеҗ‘зӘңеҠЁпјҢеӣ жӯӨйңҖиҰҒз”Ёй“ҫжқЎе°ҶжҢҜеҠЁиҪ®зҙ§еӣәпјҢдёәдәҶйҳІжӯўзҙ§еӣәйҖ жҲҗиҪ®еңҲеҸҳеҪўпјҢдҝқиҜҒж”Ҝж’‘зӮ№еңЁеҺӢзҙ§зӮ№зҡ„е·ҘиЈ…иЈ…еӨ№еҺҹеҲҷпјҢй•—еӯ”е·ҘиЈ…зҡ„ж”Ҝж’‘зӮ№е°ҪйҮҸйқ иҝ‘е°ҒеҸЈжқҝдҪҚзҪ®пјҢеҰӮеӣҫ2дёӯй“ҫжқЎжҚҶз»‘дҪҚзҪ®жҢҮзӨәгҖӮ
5.й•—е’ҢиҪҰе…ҲеҗҺеҠ е·ҘйЎәеәҸзҡ„дјҳзјәзӮ№еҲҶжһҗ
5.1 еҠ е·Ҙиө„жәҗйңҖжұӮеҲҶжһҗ
иҷҪ然жҢҜеҠЁиҪ®зҡ„еҠ е·ҘйЎәеәҸзӣ®еүҚжҷ®йҒҚйҮҮз”Ёе…Ҳй•—еҶ…еӯ”еҗҺиҪҰеӨ–еңҶзҡ„ж–№ејҸпјҢдҪҶе…¶дҪҝз”Ёзҡ„и®ҫеӨҮе’Ңе…ҲиҪҰеӨ–еңҶеҗҺй•—еҶ…еӯ”зҡ„и®ҫеӨҮеҹәжң¬дёҖиҮҙгҖӮй•—еӯ”еҠ е·Ҙдё»иҰҒдҪҝз”Ёй•—й“ЈеҠ е·ҘдёӯеҝғжҲ–ж•°жҺ§й•—й“ЈеәҠпјҢеҰӮеӣҫ3aжүҖзӨәпјҢеҜ№дәҺдёҖдәӣиҮӘеҠЁеҢ–зЁӢеәҰиҫғдҪҺзҡ„и®ҫеӨҮпјҢйңҖиҰҒйҮҮз”ЁеӨ§еһӢZ3080ж‘ҮиҮӮй’»еәҠд»Ҙй•—еӯ”зҡ„еҶ…еӯ”дҪңдёәеҹәеҮҶпјҢжЁЎй’»иҪҙжүҝеә§зӯүйӣ¶д»¶зҡ„е®үиЈ…еӯ”пјӣиҪҰеӨ–еңҶжҷ®йҒҚйҮҮз”ЁиҗҪең°иҪҰеәҠпјҢж №жҚ®жҺ§еҲ¶еҪўејҸеҲҶдёәжҷ®йҖҡиҗҪең°иҪҰеәҠе’Ңж•°жҺ§иҗҪең°иҪҰеәҠпјҢеҰӮеӣҫ3bжүҖзӨәгҖӮ

aпјүй•—й“ЈеҠ е·Ҙдёӯеҝғ bпјүиҗҪең°иҪҰеәҠ
еӣҫ3жҢҜеҠЁиҪ®й•—еӯ”еҸҠиҪҰеӨ–еңҶи®ҫеӨҮ
5.2 дёӨз§ҚеҠ е·Ҙе·Ҙиүәзҡ„дјҳзјәзӮ№еҜ№жҜ”
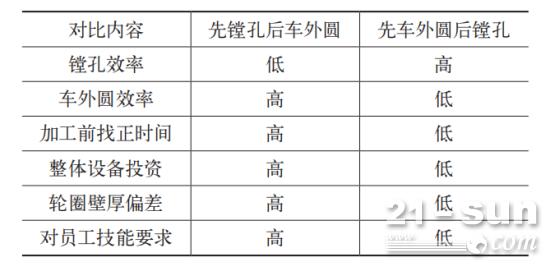
е…Ҳй•—еӯ”еҗҺиҪҰеӨ–еңҶе’Ңе…ҲиҪҰеӨ–еңҶеҗҺй•—еӯ”еҗ„жңүдјҳзјәзӮ№пјҢеҜ№й•—еӯ”ж•ҲзҺҮгҖҒиҪҰеӨ–еңҶж•ҲзҺҮе’ҢжүҫжӯЈж—¶й—ҙзӯүеҸӮж•°иҝӣиЎҢжҜ”иҫғпјҢи§ҒиЎЁ2гҖӮе…ҲиҪҰеӨ–еңҶеҗҺй•—еӯ”зҡ„еҠ е·Ҙж–№жі•е…·жңүжҳҺжҳҫзҡ„дјҳеҠҝпјҢеҰӮеҜ№иҪ®еңҲеЈҒеҺҡеқҮеҢҖжҖ§иҰҒжұӮиҫғй«ҳпјҢдё”иҜҘжңәеһӢзҡ„дә§йҮҸ规模иҫғеӨ§пјҢиҫғдёәйҖӮе®ңйҮҮз”ЁжӯӨж–№жі•гҖӮ
иЎЁ2е…Ҳй•—еӯ”еҗҺиҪҰеӨ–еңҶдёҺе…ҲиҪҰеӨ–еңҶеҗҺй•—еӯ”жҜ”иҫғ
6.з»“жқҹиҜӯ
жҢҜеҠЁиҪ®зҡ„дёӨз§ҚеҠ е·Ҙж–№жі•еҗ„жңүзү№зӮ№пјҢд»ҺеҠ е·ҘиҙЁйҮҸеҜ№ж–Ҫе·ҘиҙЁйҮҸзҡ„еҪұе“ҚжқҘзңӢпјҢдёӨз§ҚеҠ е·Ҙж–№жі•еҹәжң¬зӣёеҪ“пјҢдё»иҰҒжҳҜеҜ№дәҺж•ҙдҪ“и®ҫеӨҮжҠ•иө„иҫғй«ҳзҡ„й•—й“ЈеҠ е·ҘдёӯеҝғеҚ з”Ёж—¶й—ҙжңүжүҖеҢәеҲ«гҖӮз”ұдәҺеҺӢи·Ҝжңәзҡ„дә§е“Ғз»“жһ„е’Ңз”ҹдә§дјҒдёҡзҡ„дә§йҮҸдёҚеҗҢпјҢеҸҢй’ўиҪ®еҺӢи·Ҝжңәзҡ„еҚ жҜ”д№ҹдёҚеҗҢпјҢеҜ№дәҺеҸҢй’ўиҪ®з”ҹдә§жү№йҮҸиҫғе°Ҹзҡ„дјҒдёҡпјҢеҸҜд»ҘйҮҮз”Ёе…Ҳй•—еӯ”еҗҺиҪҰеӨ–еңҶзҡ„ж–№ејҸпјӣеҜ№дәҺз”ҹдә§жү№йҮҸиҫғеӨ§зҡ„дјҒдёҡпјҢеҸҜд»ҘйҮҮз”Ёе…ҲиҪҰеӨ–еңҶеҗҺй•—еӯ”зҡ„ж–№ејҸпјҢд»ҘйҷҚдҪҺй«ҳз«Ҝи®ҫеӨҮзҡ„еҚ з”ЁзҺҮгҖӮ

й«ҳзә§е·ҘзЁӢеёҲ еӯ”зҘҘж„Ҹ




















