



зІүдҪ“еҠ е·ҘжҳҜзІүзҠ¶еҺҹж–ҷеҠ е·Ҙзҡ„йҮҚиҰҒжүӢж®өпјҢйҷӨдәҶеӨ§е®¶зҶҹзҹҘзҡ„з»ҷж–ҷгҖҒз ҙзўҺгҖҒзӯӣеҲҶзӯүжӯҘйӘӨпјҢиҝҳжңүеҫҲеӨҡжҜ”еҰӮж··зӮј/жҚҸеҗҲгҖҒйҖ зІ’гҖҒжҲҗеҪўгҖҒз„ҷзғ§гҖҒеҶ·еҚҙгҖҒеҢ…иЈ…гҖҒиҝҮзЁӢжөӢйҮҸдёҺжҺ§еҲ¶гҖҒж•…йҡңдёҺеӨ„зҗҶд»ҘеҸҠе…¶д»–зІүдҪ“еӨ„зҗҶжҠҖжңҜзӯүж“ҚдҪңеҚ•е…ғпјҢд»ҠеӨ©жҲ‘们е°ұжқҘи®ІдёҖдёӢе…¶дёӯдјҡж¶үеҸҠеҲ°зҡ„зІүдҪ“еҠ е·Ҙи®ҫеӨҮгҖӮ
ж··зӮј/жҚҸеҗҲ
еҜ№иҫҠејҸж··зӮјжңәпјҡзү©ж–ҷйҖҡиҝҮзӣёеҗ‘еӣһиҪ¬дё”е…·жңүзӣёеҜ№йҖҹеәҰзҡ„иҫҠеӯҗй—ҙйҡҷж—¶пјҢеҸ—еҲ°еҺӢзј©гҖҒеүӘеҲҮгҖҒ延еұ•зӯүдҪңз”ЁпјҢиҝӣиЎҢж··зӮјжҚҸеҗҲгҖӮ
зўҫејҸж··зӮјжңәпјҡзўҫиҪ®еҜ№з§°е®үзҪ®дәҺиҪ¬еҠЁзҡ„зўҫзӣҳдёҠпјҢж¶ІеҺӢжңәжһ„жҺ§еҲ¶е…¶зўҫеҺӢдҪңз”ЁпјҢзўҫзӣҳдёҺзўҫиҪ®й—ҙжңүжҗ…жӢҢжңәжһ„пјҢиҝҗиҪ¬ж—¶зү©ж–ҷеҸ—еҲ°зўҫеҺӢгҖҒеүӘеҲҮгҖҒж‘©ж“ҰдҪңз”ЁпјҢиҝӣиЎҢж··зӮјжҚҸеҗҲгҖӮ
еҚ•жЎЁејҸж··зӮјжңәпјҡеҲ©з”ЁеҸ¶зүҮжҗ…жӢҢжңәжһ„еӣһиҪ¬ж—¶еҜ№зү©ж–ҷж–ҪеҠ зҡ„еҺӢзј©гҖҒеүӘеҲҮгҖҒж‘©ж“ҰзӯүдҪңз”ЁпјҢиҝӣиЎҢж··зӮјжҚҸеҗҲгҖӮ
йҖ зІ’
еҜ№иҫҠеҺӢзј©йҖ зІ’жңәпјҡи°ғж•ҙиҫҠйқўзҡ„еҮ№еҮёеҪўзҠ¶е’Ңй—ҙйҡҷпјҢеҲ©з”Ёзӣёеҗ‘еӣһиҪ¬иҫҠеӯҗеҜ№зү©ж–ҷж–ҪеҠ еҺӢеҠӣпјҢиҝӣиЎҢйҖ зІ’гҖӮ
еҺӢзј©йҖ зІ’жңәпјҡеҲ©з”ЁеҺӢзј©дҪңз”ЁеҜ№жЁЎе…·дёӯзҡ„е……еЎ«зү©ж–ҷж–ҪеҠ еҺӢеҠӣпјҢиҝӣиЎҢйҖ зІ’гҖӮ
жҢӨеҮәйҖ зІ’жңәпјҡеҲ©з”Ёиһәж—ӢжҲ–жҙ»еЎһзҡ„жҢӨеҺӢдҪңз”ЁдҪҝе…·жңүйҖӮеҪ“еҸҜеЎ‘жҖ§зҡ„зү©ж–ҷд»ҺжЁЎеӯ”жҲ–зҪ‘еӯ”дёӯжҢӨеҮәпјҢиҝӣиЎҢйҖ зІ’гҖӮ
жҗ…жӢҢйҖ зІ’жңәпјҡеҲ©з”Ёжҗ…жӢҢжңәжһ„еҜ№ж·»еҠ з»“еҗҲеүӮзҡ„зІүдҪ“зү©ж–ҷиҝӣиЎҢйҖ зІ’гҖӮ
е–·йӣҫйҖ зІ’жңәпјҡзҶ”иһҚзү©гҖҒд№ізҠ¶ж¶ІгҖҒжөҶдҪ“зӯүйҖҡиҝҮе–·еҳҙе–·е°„йӣҫеҢ–пјҢиҝӣиЎҢйҖ зІ’гҖӮ
жөҒеҢ–еәҠйҖ зІ’жңәпјҡе°Ҷз»“еҗҲеүӮе–·е…ҘжөҒеҢ–еәҠеҶ…пјҢдҪҝж¶Іж»ҙе’Ңйў—зІ’жҺҘи§ҰпјҢиҝӣиЎҢйҖ зІ’гҖӮ

жҲҗеһӢ
еҺӢеҲ¶жҲҗеһӢжңәпјҡеҲ©з”ЁеҺӢеҠӣжңәеҜ№жЁЎе…·еҶ…зҡ„зІүдҪ“еұӮеӨҡж¬ЎеҶІеҮ»жҲ–иҝһз»ӯж–ҪеҠ йқҷеҺӢпјҢиҝӣиЎҢжҲҗеһӢгҖӮ
еҸҢеҗ‘еҺӢеҲ¶жҲҗеһӢжңәпјҡеҲ©з”ЁеҸҢеҗ‘еҠ еҺӢдҪңз”ЁиҝӣиЎҢжҲҗеһӢгҖӮ
зғӯеҺӢжҲҗеһӢжңәпјҡй«ҳжё©е’ҢеҺӢеҠӣеҗҢж—¶дҪңз”ЁдәҺзІүдҪ“е……еЎ«дҪ“пјҢиҝӣиЎҢжҲҗеһӢгҖӮ
зӯүйқҷеҺӢжҲҗеһӢжңәпјҡзҪ®дәҺй«ҳеҺӢж°”дҪ“жҲ–й«ҳеҺӢж¶ІдҪ“дёӯзҡ„еҜҶе°Ғеј№жҖ§жЁЎе…·еҸ—еҲ°еқҮеҢҖеҺӢеҠӣе№¶дј йҖ’еҲ°еҶ…йғЁзү©ж–ҷпјҢиҝӣиЎҢжҲҗеһӢгҖӮ
жіЁжөҶжҲҗеһӢжңәпјҡе°ҶжөҶдҪ“жөҮжіЁеҲ°зҹіиҶҸжЁЎе…·жҲ–е…¶д»–еӨҡеӯ”жЁЎе…·дёӯпјҢиҝӣиЎҢжҲҗеһӢгҖӮ
жҢӨеҮәжҲҗеһӢжңәпјҡеҲ©з”Ёиһәж—ӢжҲ–жҙ»еЎһзҡ„жҢӨеҺӢдҪңз”ЁжҺЁиҝӣеҸҜеЎ‘жҖ§зү©ж–ҷйҖҡиҝҮжңәеҳҙпјҢиҝӣиЎҢжҲҗеһӢгҖӮ
жіЁе°„жҲҗеһӢжңәпјҡе°ҶзІүдҪ“е’ҢеҸҜеЎ‘жҖ§жқҗж–ҷеҠ зғӯж··еҗҲеҗҺпјҢеҲ©з”Ёиһәж—ӢжҲ–жҙ»еЎһжҺЁеҠЁдҪңз”ЁдҪҝзү©ж–ҷжөҒе…ҘжЁЎе…·пјҢиҝӣиЎҢжҲҗеһӢгҖӮ
з„ҷзғ§/з……зғ§
йҡ§йҒ“зӘ‘пјҡз”Ёиҫ“йҖҒиЈ…зҪ®е°Ҷзү©ж–ҷйҖҒе…Ҙйҡ§йҒ“пјҢеңЁиҝҗиЎҢиҝҮзЁӢдёӯиҝӣиЎҢеҠ зғӯз……зғ§гҖӮ
зӣҙзғӯејҸеӣһиҪ¬зӘ‘пјҡзҒ«з„°д»Һеҫ®еҖҫеңҶзӯ’еӨҙйғЁе–·е…ҘпјҢзү©ж–ҷд»Һе°ҫйғЁйҖҒе…Ҙ并еңЁеңҶзӯ’еӣһиҪ¬иҝҮзЁӢдёӯзҝ»ж»ҡеҗ‘еүҚиҝҗеҠЁпјҢиҝӣиЎҢеҠ зғӯз……зғ§гҖӮ
еӨ–зғӯејҸеӣһиҪ¬зӘ‘пјҡеҲ©з”ЁеӨ–йғЁеҠ зғӯиЈ…зҪ®иҝӣиЎҢеҠ зғӯз……зғ§зҡ„еӣһиҪ¬зӘ‘гҖӮ
жӮ¬жө®йў„зғӯеҷЁзӘ‘пјҡеҲ©з”ЁеӨҡзә§ж—ӢйЈҺзӯ’жӮ¬жө®йў„зғӯеҗҺпјҢеҶҚиҝӣе…ҘеӣһиҪ¬зӘ‘иҝӣиЎҢеҠ зғӯз……зғ§гҖӮ
еӣәе®ҡеәҠз„ҷзғ§зӘ‘зӮүпјҡж•ҙдёӘж–ҷеұӮеӨ„дәҺеӣәе®ҡзҠ¶жҖҒпјҢиҝӣиЎҢеҠ зғӯз……зғ§гҖӮ
жөҒеҢ–еәҠз„ҷзғ§зӘ‘зӮүпјҡж•ҙдёӘж–ҷеұӮеӨ„дәҺжІёи…ҫзҠ¶жҖҒпјҢиҝӣиЎҢеҠ зғӯз……зғ§гҖӮ
еҶ·еҚҙ
зӯ’ејҸеҶ·еҚҙжңәпјҡзғӯзү©ж–ҷд»Һеҫ®еҖҫеӣһиҪ¬еңҶзӯ’й«ҳз«Ҝиҝӣе…ҘпјҢеҖҹеҠ©жү¬ж–ҷжқҝдёҺйҖҶжөҒжҲ–并жөҒзҡ„з©әж°”е……еҲҶжҺҘи§ҰпјҢйҷҚдҪҺзү©ж–ҷжё©еәҰгҖӮ
жҢҜеҠЁжөҒеҢ–еәҠеҶ·еҚҙжңәпјҡзғӯзү©ж–ҷеңЁжөҒеҢ–еәҠеҶ…еҸ—ж°”жөҒе’ҢжҢҜеҠЁдҪңз”ЁдёҠдёӢзҝ»еҠЁпјҢ并дҝқжҢҒеқҮеҢҖе®ҡеҗ‘移еҠЁзҡ„жөҒеҢ–зҠ¶жҖҒпјҢдёҺз©әж°”иҝӣиЎҢзғӯдәӨжҚўпјҢйҷҚдҪҺзү©ж–ҷжё©еәҰгҖӮ
зҜҰејҸеҶ·еҚҙжңәпјҡзҜҰеәҠдёҠйғЁзҡ„зү©ж–ҷдёҺд»ҺзҜҰеәҠдёӢйғЁиҝӣе…Ҙзҡ„з©әж°”иҝӣиЎҢзғӯдәӨжҚўпјҢйҷҚдҪҺзү©ж–ҷжё©еәҰгҖӮ
еҢ…иЈ…
зІүдҪ“еҢ…иЈ…жңәпјҡз»ҸиҝҮеҘ—иўӢгҖҒеҠ ж–ҷгҖҒеҚёиўӢгҖҒжүҺеҸЈгҖҒзјқеҢ…пјҢе®ҢжҲҗзІүдҪ“зү©ж–ҷзҡ„е®ҡйҮҸеҢ…иЈ…гҖӮ
д»“еӮЁ
ж–ҷд»“пјҡз”ЁдәҺеӯҳж”ҫзІүдҪ“зү©ж–ҷпјҢжҢүз»“жһ„еҪўејҸжңүеңҶжҹұд»“гҖҒжЈұжҹұд»“гҖҒй”ҘеҪўд»“д№ӢеҲҶпјҢжҢүз”ЁйҖ”жңүеӮЁеӯҳд»“(silo)гҖҒзј“еҶІд»“(bin)дёҺдҫӣж–ҷд»“(hopper)д№ӢеҲҶгҖӮ
е…¶е®ғзІүдҪ“еҲ¶еӨҮжҠҖжңҜ
еӣәе®ҡеәҠеҸҚеә”еҷЁпјҡз”ЁдәҺж¶ІжҖҒеҚ•зӣёгҖҒж°”ж¶ІгҖҒж¶ІеӣәгҖҒж°”ж¶ІеӣәзӯүдҪ“зі»еҸ‘з”ҹеҢ–еӯҰеҸҚеә”гҖӮ
жөҒеҢ–еәҠеҸҚеә”еҷЁпјҡеҲ©з”Ёж°”дҪ“жҲ–ж¶ІдҪ“йҖҡиҝҮйў—зІ’зҠ¶еӣәдҪ“еұӮиҖҢдҪҝеӣәдҪ“йў—зІ’еӨ„дәҺжӮ¬жө®зҠ¶жҖҒ并еҸ‘з”ҹеҢ–еӯҰеҸҚеә”гҖӮ
еҲ—з®ЎејҸеҸҚеә”еҷЁпјҡз”ұи®ёеӨҡз»Ҷе°Ҹзҡ„еҸҚеә”з®Ўз»„жҲҗпјҢиғҪйҒҝе…ҚеҸҚеә”еҷЁеҶ…дј зғӯйҖҹеәҰиҝҮе°ҸгҖҒжё©еәҰдёҚеқҮеҢҖгҖҒеҸ‘з”ҹеүҜеҸҚеә”жҲ–еј•иө·еӮ¬еҢ–еүӮеҠЈиҙЁеҢ–зӯүгҖӮ
иҫ…еҠ©зҺҜиҠӮ
йЈҺжңәпјҡеҲ©з”ЁеҸ¶иҪ®ж—ӢиҪ¬дә§з”ҹеҗёж°”гҖҒжҺ’ж°”иҝӣиЎҢдҫӣйЈҺжҲ–еј•йЈҺгҖӮ
з©әж°”еҺӢзј©жңәпјҡеҲ©з”ЁдёҖеҜ№зӣёдә’е№іиЎҢе•®еҗҲзҡ„йҳҙйҳіиҪ¬еӯҗ(жҲ–з§°иһәжқҶ)еңЁж°”зјёеҶ…иҪ¬еҠЁпјҢдҪҝз©әж°”дёҚж–ӯең°дә§з”ҹе‘ЁжңҹжҖ§зҡ„е®№з§ҜеҸҳеҢ–пјҢе®һзҺ°еҗёж°”гҖҒеҺӢзј©е’ҢжҺ’ж°”гҖӮ
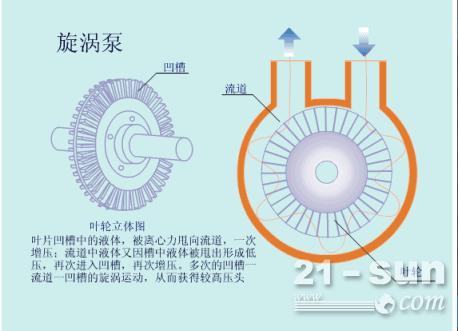
жіөпјҲйқһе®№з§ҜжіөпјүпјҡжөҒдҪ“йҡҸеҸ¶иҪ®ж—ӢиҪ¬дёҚж–ӯиў«жҠҪеҗёиҝӣе…Ҙжү©ж•Је®ӨпјҢйҖҹеәҰеҸҳж…ўеҺӢеҠӣеўһеҠ пјҢ然еҗҺеҶҚиҝһз»ӯең°д»ҺжҺ’еҮәз®ЎжөҒеҮәгҖӮ
йҳҖпјҡз”ЁдәҺжҺ§еҲ¶д»ӢиҙЁжөҒеҠЁж–№еҗ‘пјҢж”№еҸҳжөҒйҮҸгҖӮ
иҝҮзЁӢжөӢйҮҸдёҺжҺ§еҲ¶
еҺӢеҠӣиЎЁпјҡз”ЁдәҺжөӢе®ҡе®№еҷЁеҶ…зҡ„еҺӢеҠӣгҖӮ
жө“еәҰи®Ўпјҡз”ЁдәҺжөӢе®ҡжөҒдҪ“зҡ„еӣәеҗ«йҮҸгҖӮ
жөҒйҮҸи®Ўпјҡз”ЁдәҺжөӢе®ҡжөҒдҪ“еңЁйҖүе®ҡж—¶й—ҙй—ҙйҡ”еҶ…зҡ„жөҒйҮҸгҖӮ
ж–ҷдҪҚи®Ўпјҡз”ЁдәҺжЈҖжөӢе®№еҷЁдёӯзү©ж–ҷзҡ„ж–ҷдҪҚгҖӮ
еңЁзәҝжҝҖе…үзІ’еәҰд»ӘпјҡйҮҮз”ЁжҝҖе…үзІ’еәҰд»Әе®һж—¶жЈҖжөӢзү©ж–ҷзҡ„зІ’еәҰз»„жҲҗгҖӮ




















