



ZL50CеһӢиЈ…иҪҪжңәиҪ¬еҗ‘зјёеә§зҡ„дҝ®еӨҚ
дёҖеҸ°ZL50CеһӢиЈ…иҪҪжңәеңЁиҙ§еңәиҝӣиЎҢдҪңдёҡж—¶пјҢеҸіиҪ¬иҝҮзЁӢдёӯпјҢе°Ҷе·ҰиҪ¬еҗ‘зјёеә§пјҲ14mmеҺҡпјүзҡ„еҗҺжңәжһ¶й’ўжқҝж’•ејҖ260mmй•ҝзҡ„дёӨжқЎеҸЈеӯҗпјҢдҪҝиЈ…иҪҪжңәж— жі•иҪ¬еҗ‘иҖҢеҒңжңәгҖӮ

д»Һж’•ејҖзҡ„иЈӮеҸЈжқҘзңӢпјҢзәҰжңү2/3жҳҜж—§иЈӮзә№гҖӮиҜҙжҳҺжӯӨиҪ¬еҗ‘зјёеә§еңЁиҪ¬еҗ‘иҝҮзЁӢдёӯй•ҝжңҹеҸ—дәӨеҸҳиҪҪиҚ·дҪңз”Ёж—©е·Ідә§з”ҹиЈӮзә№гҖӮ

дҝ®еӨҚж—¶пјҢйҰ–е…Ҳе°ҶиҜҘжңәеңЁеҺҹең°ж…ўж…ўең°е·ҰиҪ¬пјҢдҪҝеүҚгҖҒеҗҺжңәжһ¶еҸіиҫ№дҫ§и·қзЁҚеҲҶејҖпјҢжӢҶдёӢиҪ¬еҗ‘зі»з»ҹжөҒйҮҸж”ҫеӨ§йҳҖе’Ңе…¶д»–еҰЁзўҚз„Ҡдҝ®зҡ„з®Ўи·ҜпјҢ并用дәҺеҮҖж№ҝжЈүзәұе өдҪҸжӢҶејҖзҡ„йҳҖеӯ”гҖҒз®Ўи·Ҝеӯ”пјҢд»ҘйҳІжіҘжІҷе’Ңз„ҠеүІжёЈиҗҪе…ҘпјӣжӢҶдёӢе·ҰиҪ¬еҗ‘зјёжӢүжқҶпјҢз”Ёж°”еүІе°Ҷж’•иЈӮзҡ„иҪ¬еҗ‘зјёеә§еүІдёӢгҖӮ
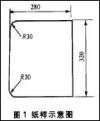
дёәдәҶеҮҸе°‘з„ҠжҺҘеә”еҠӣйӣҶдёӯпјҢе°ҶйңҖдҝ®зҡ„иҪ¬иөӮеә§дёҺеҗҺжңәжһ¶з„ҠжҺҘжқҝи®ҫи®ЎдёәеҰӮеӣҫ1жүҖзӨәе°әеҜёпјҢ并用0.5mmеҺҡзҡ„зЎ¬зәёжқҝеүӘзәёж ·дёҖеј гҖӮе°ҶжүҖеүӘж ·еҺӢеңЁеҗҺжңәжһ¶иҪ¬еҗ‘зјёеә§еҺҹеӨ„пјҢжҢүз”»ж ·еүІжҺүпјҢеҗҢж—¶еүІеҮә30°±3°зҡ„з„ҠжҺҘеқЎеҸЈпјҲи§Ғеӣҫ2пјүгҖӮ
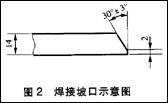
з”ЁжүӢз ӮиҪ®жңәе°ҶеүІеҮәзҡ„з„ҠжҺҘйқўжү“зЈЁе…үж»‘гҖӮеңЁ14mmеҺҡзҡ„A3й’ўжқҝдёҠеүІдёӢеӣҫ1еҪўзҠ¶зҡ„й’ўжқҝдёҖеқ—пјҢеҗҢж—¶еүІеҮә30°±3°зҡ„з„ҠжҺҘеқЎеҸЈпјҢ并е°Ҷз„ҠжҺҘйқўжү“зЈЁе…үж»‘гҖӮдёәдәҶдҝқиҜҒжҜҸжқЎз„ҠзјқйғҪз„ҠйҖҸпјҢеә”е°ҶиҪ¬еҗ‘й”Җеә§жҢүеҸій”Җеә§е°әж— ж”ҝеәңзҠ¶жҖҒзҡ„еҮҶзЎ®ең°зӮ№з„ҠеңЁеҺҡ14mmзҡ„й’ўжқҝдёҠпјӣйҮҮз”ЁдәӨй”ҷгҖҒж–ӯз»ӯгҖҒеӨҡеЈ°иғҪи§’з„Ҡз„ҠжҺҘж–№жі•пјҢз„ҠжқЎйҖүз”ЁΦ3.2mmжҷ®йҖҡз„ҠжқЎпјҢз”өжөҒйҖүз”Ё110-130AпјҢж…ўз„ҠпјҢз„Ҡзјқй«ҳ10mmгҖӮ
з„ҠеҘҪзҡ„иҪ¬еҗ‘зјёеә§дёҺеҗҺжңәжһ¶з»„еҗҲгҖӮз»„еҗҲзҡ„иҝҮзЁӢдёӯпјҢеҶҚж¬ЎеӨҚжҹҘиҪ¬еҗ‘зјёеә§зҡ„е®ҡдҪҚе°әеҜёпјҢ并注ж„ҸжқҝдёҺжқҝд№Ӣй—ҙиҰҒз•ҷжңү2mmзҡ„зјқйҡҷпјҢжқҝйқўдёҚиғҪй”ҷдҪҚгҖӮз”Ёз”өз„Ҡе®ҡдҪҚзӮ№зүўпјҢеҺ»жёЈгҖӮ

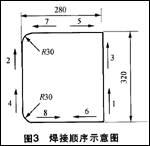
жҢүеӣҫ3жүҖзӨәзҡ„з„ҠжҺҘйЎәеәҸпјҢж–ӯз»ӯгҖҒдәӨй”ҷең°ж–Ҫз„ҠпјҢзЎ®дҝқ第дёҖйҒҚз„ҠйҖҸгҖӮз„Ҡе®Ң第дёҖйҒҚеҗҺпјҢжё…жёЈпјҢ并用е°Ҹй”ӨиҪ»ж•Із„ҠзјқдҪҝз„ҠжҺҘеә”еҠӣеҫ—еҲ°дёҖе®ҡзҡ„ж¶ҲйҷӨгҖӮ
з”ЁеҗҢж ·зҡ„з„ҠжқЎгҖҒз”өжөҒеҸҠж–№жі•з„ҠжҺҘ第дәҢйҒҚгҖӮ第дёүгҖҒ第еӣӣйҒҚйҖүз”ЁΦ4mmжҷ®йҒҚз„ҠжқЎпјҢз”өжөҒз”Ё180-200AпјҢеҗҢж ·жҢүдёҠиҝ°ж–№жі•ж–Ҫз„ҠгҖӮжңҖеҗҺеҶҚж¬Ўз”Ёе°Ҹй”ӨеҮ»жү“з„ҠзјқпјҢ并жЈҖжҹҘз„ҠзјқдёҚеҮәзҺ°е’¬иҫ№пјҢеӨ№жёЈзҺ°иұЎгҖӮ
дёәдәҶйҳІжӯўиҪ¬еҗ‘еҚҠеҫ„иҝҮе°ҸдҪҝиҪ¬еҗ‘зјёеҸ—дәӨеҸҳиҪҪиҚ·еӨӘеӨ§иҖҢжӢүдјӨпјҢеңЁиҪ¬еҗ‘жӯўеқ—дёҠеҠ з„ҠдёҖеқ—40mm×50mm×3mmзҡ„еҺҡй’ўжқҝгҖӮиҜҘжңәдҝ®еӨҚеҗҺж•ҲжһңиүҜеҘҪпјҢдё”еңЁи§ЈдҪ“дёҠеӨ§дҝ®еҗҺз”ЁзЈҒзІүжҺўдјӨе’Ңи¶…еЈ°жіўд»ӘжЈҖжҹҘиҜҒжҳҺпјҢз„ҠзјқиҙЁйҮҸиүҜеҘҪпјҢж— з„ҠжҺҘиЈӮзә№дә§з”ҹгҖӮ


















