



з”ұйҮ‘зӣёжЈҖжөӢеҸҜзҹҘпјҢжңӘзүҮзҠ¶еүҘиҗҪйҪҝйқўжңӘеҸ‘зҺ°зЈЁеүҠж·¬зҒ«еұӮдёҺеҶҚж¬ЎеӣһзҒ«еұӮпјӣзүҮзҠ¶еүҘиҗҪйҪҝйқўеӯҳеңЁзЈЁеүҠж·¬зҒ«еұӮдёҺеҶҚж¬ЎеӣһзҒ«еұӮпјҢд»ҺйҪҝйқўиҠӮеңҶеҗ‘йҪҝйЎ¶жҲ–йҪҝж №пјҢзЈЁеүҠж·¬зҒ«еұӮеҺҡеәҰйҖҗжёҗеҸҳи–„пјҢзүҮзҠ¶еүҘиҗҪеҢәеқҮеҲҶеёғеңЁзЈЁеүҠж·¬зҒ«еҢәпјӣзЈЁеүҠж·¬зҒ«еұӮз»„з»ҮжҳҜжңӘеӣһзҒ«зҡ„й’ҲзҠ¶й©¬ж°ҸдҪ“еҸҠе°‘йҮҸж®ӢдҪҷеҘҘж°ҸдҪ“пјҢзЎ¬еәҰй«ҳпјҲ691HVпјүпјҢжҜ”иҫғи„ҶпјҢеңЁйҪҝиҪ®е•®еҗҲжүҝиҪҪдёӢжҳ“дә§з”ҹиЈӮзә№пјҢж¬ЎиЎЁеұӮдёәеҶҚеӣһзҒ«еұӮпјҲ532HVпјүпјҢзЎ¬еәҰйҷҚдҪҺпјҢжүҝиҪҪеҠӣдёӢйҷҚпјҢиҝӣдёҖжӯҘеҠ еү§дәҶйҪҝйқўзҡ„зүҮзҠ¶еүҘиҗҪйҖҹеәҰгҖӮеӣ жӯӨпјҢйҪҝйқўеӯҳеңЁзЈЁеүҠж·¬зҒ«еұӮдёҺеҶҚж¬ЎеӣһзҒ«еұӮжҳҜйҪҝиҪ®дә§з”ҹзүҮзҠ¶еүҘиҗҪж №жң¬еҺҹеӣ гҖӮ
1.йҪҝйқўжңүж•ҲзЎ¬еҢ–еұӮж·ұеәҰеҜ№зүҮзҠ¶еүҘиҗҪзҡ„еҪұе“Қ
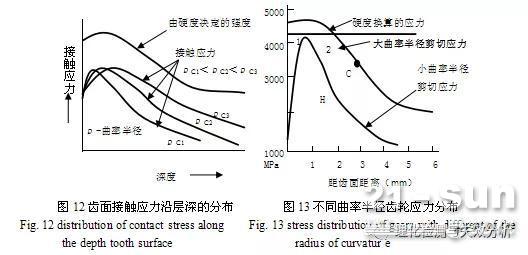
йҪҝиҪ®йҪҝйқўжҺҘи§Ұеә”еҠӣзҡ„еі°еҖјйҡҸжӣІзҺҮеҚҠеҫ„зҡ„еўһеӨ§йҖҗжёҗ移иҮіж·ұеӨ„пјҢеҗҢж ·пјҢйҪҝйқўеүӘеҲҮеә”еҠӣзҡ„еі°еҖјд№ҹдјҡйҡҸжӣІзҺҮеҚҠеҫ„зҡ„еўһеӨ§д»ҺиЎЁйқўйҖҗжёҗеҗ‘йҮҢ移еҠЁпјҢи§Ғеӣҫ12пҪһ13[2]гҖӮйҪҝиҪ®еұһзәҝжҺҘи§Ұдј еҠЁпјҢдёӨеңҶжҹұдҪ“жҺҘи§ҰжІҝZдә§з”ҹдёӨз§ҚеүӘеҲҮеә”еҠӣпјҢе…¶дёӯжІҝдёӯеҝғзәҝе‘Ҳ45еәҰзҡ„йҖҗжёҗдё”еә”еҠӣжІҝZиҪҙзҡ„ж·ұеәҰдёә0.786bпјҢеүӘеҲҮеә”еҠӣжІҝж»ҡеҠЁж–№еҗ‘е№іиЎҢпјҢе…¶жІҝZиҪҙзҡ„ж·ұеәҰдёә0.5bпјҲbдёәжҺҘи§Ұе®ҪеәҰд№ӢеҚҠпјүгҖӮеҪ“жҺҘи§Ұеә”еҠӣеҸҠеүӘеҲҮеә”еҠӣеӨ§дәҺзЎ¬еәҰеҶіе®ҡзҡ„ејәеәҰж—¶пјҢе°ұдјҡеј•иө·йҪҝиҪ®зҡ„зүҮзҠ¶еүҘиҗҪдёҺеүҘиҗҪпјҢеӣ жӯӨпјҢеә”еўһеҠ йҪҝиҪ®зҡ„жңүж•ҲзЎ¬еҢ–еұӮж·ұеәҰпјҢдҪҶиҝҮж·ұзҡ„зЎ¬еҢ–еұӮж·ұеәҰдјҡйҷҚдҪҺйҪҝиҪ®зҡ„йҹ§жҖ§пјҢжҳ“иҮҙдҪҝйҪҝи§’еҸҳи„ҶеүҘиҗҪпјҢйҪҝиҪ®жҠ—еҶІеҮ»жҖ§йҷҚдҪҺпјҢдё”еўһеҠ дәҶжё—зўіж—¶й—ҙдёҺзғӯеӨ„зҗҶеҸҳеҪўпјҢеӣ жӯӨеә”йҖүжӢ©еҗҲзҗҶзҡ„жңүж•ҲзЎ¬еҢ–еұӮж·ұеәҰгҖӮ
2.йҪҝйқўзЈЁеүҠйҮҸеҜ№зүҮзҠ¶еүҘиҗҪзҡ„еҪұе“Қ
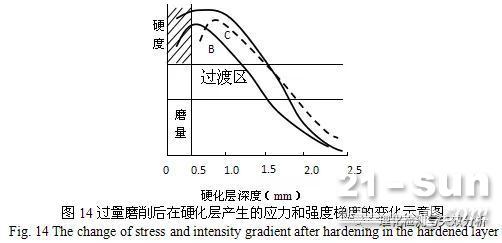
йҪҝиҪ®зҡ„йҪҝйқўжңүж•ҲзЎ¬еҢ–еұӮж·ұеәҰдёҚз¬ҰеҗҲжҠҖжңҜиҰҒжұӮпјҢиҖҢйҪҝйЎ¶зҡ„жңүж•ҲзЎ¬еҢ–еұӮж·ұеәҰз¬ҰеҗҲжҠҖжңҜиҰҒжұӮпјҢдё”йҪҝйЎ¶зҡ„жё—зўіеұӮж·ұеәҰгҖҒжңүж•ҲзЎ¬еҢ–еұӮж·ұеәҰеқҮиў«йҪҝйқўеӨҡ0.6пҪһ0.7mmпјҢе·Ұдҫ§йҪҝйқўе®һйҷ…зЈЁеүҠйҮҸдёә0.6mmпјҢеҸідҫ§йҪҝйқўзЈЁеүҠйҮҸдёә0.7mmпјҢеӨ§дәҺжҠҖжңҜиҰҒжұӮзҡ„0.3пҪһ0.4mmпјҢиҫғеӨ§зҡ„зЈЁеүҠйҮҸйҷҚдҪҺдәҶйҪҝйқўзЎ¬еәҰпјҢеҮҸи–„дәҶжңүж•ҲзЎ¬еҢ–еұӮпјҢдё§еӨұдәҶиЎЁйқўиүҜеҘҪзҡ„ж®ӢдҪҷеҺӢеә”еҠӣпјҢиҝҮйҮҸзҡ„зЈЁеүҠдјҡдҪҝйҪҝиҪ®иЎЁйқўзҡ„иҪҪиҚ·еә”еҠӣеҸ‘з”ҹеҸҳеҢ–пјҢеҰӮеӣҫ14жүҖзӨәпјҢеңЁзЈЁеүҠеүҚпјҢйҪҝиҪ®иЎЁйқўзҡ„иҪҪиҚ·еә”еҠӣеқҮдҪҺдәҺзЎ¬еҢ–еұӮзҡ„ејәеәҰжўҜеәҰпјҢиҖҢзЈЁеүҠеҗҺпјҢDзӮ№д№ӢеҗҺзҡ„иҪҪиҚ·еә”еҠӣе°ұдјҡеӨ§дәҺзЎ¬еҢ–еұӮзҡ„ејәеәҰжўҜеәҰпјҢе°ұдјҡиҗҪеңЁжё—зўізЎ¬еҢ–еұӮзҡ„иҝҮжёЎеҢәпјҢд»ҺиҖҢеўһеҠ дәҶйҪҝиҪ®ж·ұеұӮеүҘиҗҪзҡ„еҖҫеҗ‘жҖ§пјҢжүҖд»ҘпјҢжңүж—¶еңЁеҜ№ж·ұеұӮеүҘиҗҪйҪҝиҪ®зҡ„зЎ¬еҢ–еұӮиҝӣиЎҢзЎ¬еәҰе’ҢйҮ‘зӣёеҲҶжһҗ时并жңӘеҸ‘зҺ°й—®йўҳпјҢе…¶е®һпјҢиҝҷжҳҜеӣ дёәеҝҪз•ҘдәҶеӣ иҝҮеӨ§зҡ„зЈЁеүҠдҪҷйҮҸиҖҢдә§з”ҹзҡ„еүӘеҲҮеә”еҠӣжӣІзәҝдҪҚ移дҪҝиҝҮжёЎеҢәејәеәҰдҪҺдәҺиҪҪиҚ·еә”еҠӣжүҖиҮҙпјӣе·ҰйҪҝйқўзЎ¬еәҰдҪҺдәҺеҸійҪҝйқўпјҢд»ҺйҮ‘зӣёжЈҖжөӢз»“жһңеҸҜд»ҘзңӢеҮәпјҢеҸійҪҝйқўиЎЁйқўеӯҳеңЁ0.08mmзҡ„зЈЁеүҠж·¬зҒ«еұӮпјҢд»ҘдёӢиЎЁж јжүҖеҶҷдҪҷйҮҸеқҮдёәеҸҢиҫ№пјҢд»ҺиЎЁ3еҸҜд»ҘзңӢеҮәпјҢжҚҹеқҸйҪҝиҪ®е®һжөӢдҪҷйҮҸиҝңеӨ§дәҺжңәжў°дҪҷйҮҸжүӢеҶҢзҡ„иҰҒжұӮгҖӮ
3.з»“и®әеҸҠйў„йҳІжҺӘж–Ҫ
йҪҝиҪ®зҡ„жҲҗеҲҶгҖҒйҪҝйқўзЎ¬еәҰгҖҒжңүж•ҲзЎ¬еҢ–еұӮж·ұеәҰгҖҒжё—зўіеұӮз»„з»ҮеқҮз¬ҰеҗҲжҠҖжңҜиҰҒжұӮ,йҪҝйқўеӯҳеңЁзЈЁеүҠж·¬зҒ«еұӮдёҺеҶҚж¬ЎеӣһзҒ«еұӮжҳҜйҪҝиҪ®дә§з”ҹзүҮзҠ¶еүҘиҗҪж №жң¬еҺҹеӣ гҖӮйў„йҳІжҺӘж–ҪпјҡпјҲ1пјүз»ҶеҢ–并дјҳеҢ–зғӯеӨ„зҗҶе·ҘиүәеҸҠиЈ…зӮүе·ҘеәҸпјҢеҮҸе°‘йҪҝиҪ®еҸҳеҪўгҖӮпјҲ2пјүдёҘжҺ§йҪҝиҪ®ж»ҡйҪҝдҪҷйҮҸпјҢеҮҸе°Ҹе®һйҷ…зЈЁеүҠдҪҷйҮҸпјӣпјҲ3пјүдјҳеҢ–зЈЁеүҠе·ҘеәҸпјҢеҮҸе°‘зЈЁеүҠж·¬зҒ«еұӮдә§з”ҹзҡ„еҮ зҺҮгҖӮпјҲ4пјүеңЁзЈЁеүҠеҗҺпјҢеўһеҠ дҪҺжё©еӣһзҒ«е·ҘеәҸпјҢеҮҸе°‘зЈЁеүҠеә”еҠӣпјҢж”№е–„зЈЁеүҠеұӮз»„з»ҮпјҢжҸҗй«ҳйҪҝйқўзЈЁеүҠз»„з»Үйҹ§жҖ§гҖӮ
еҸӮиҖғж–ҮзҢ®пјҡ
[1]еӯҷиғңдјҹпјҢе®ӢдәҡиҷҺпјҢеҲҳй“ҒеұұзӯүпјҢ20CrMnMoй’ўжё—зўійҪҝиҪ®зЈЁеүҠиЈӮзә№жҲҗеӣ еҲҶжһҗ[J].зҗҶеҢ–жЈҖйӘҢ-зү©зҗҶеҲҶеҶҢпјҢ2016пјҲ2пјүпјҡ117-120пјӣ
[2]зҺӢеҹ№з§‘пјҢзҺӢз»ҙеҸ‘пјҢж»Ўж»ҡеӯҗиҪҙжүҝж»ҡжҹұи„ұиҗҪдёҺжҺүеқ—еҺҹеӣ еҲҶжһҗ[J].зҗҶеҢ–жЈҖйӘҢ-зү©зҗҶеҲҶеҶҢпјҢ2010пјҲ12пјүпјҡ791-793пјӣ
[3]еј еұ•пјҢйҪҝиҪ®дј еҠЁзҡ„еӨұж•ҲеҸҠе…¶еҜ№зӯ–[M].еҢ—дә¬пјҡжңәжў°е·ҘдёҡеҮәзүҲзӨҫпјҢ2011пјӣ126-127пјӣ
[4]жқЁеҸ”еӯҗпјҢжңәжў°еҠ е·Ҙе·ҘиүәеёҲжүӢеҶҢ[M].еҢ—дә¬пјҡжңәжў°е·ҘдёҡеҮәзүҲзӨҫпјҢ2002пјӣ264пјӣ
[5]зҺӢеҹ№з§‘пјҢеј№з°§жҢЎеңҲзЈЁиЈӮеҺҹеӣ еҲҶжһҗеҸҠйҳІжІ»жҺӘж–Ҫ[J].жңәжў°е·ҘзЁӢеёҲпјҢ2011пјҲ11пјүпјӣ126-127.
















