



еңЁеҜ№зү©жөҒеӣӯеҢәиҝӣиЎҢжҖ»дҪ“规еҲ’ж—¶пјҢйңҖиҰҒиҖғиҷ‘зү©жөҒдёӯеҝғзҡ„зү©ж–ҷз§Қзұ»гҖҒеӯҳеӮЁж–№ејҸгҖҒеҚ•е…ғе°әеҜёгҖҒе‘ЁиҪ¬зҺҮгҖҒж—ҘеҮәе…Ҙеә“ж•°йҮҸзӯүиҰҒжұӮпјҢжңүж—¶иҝҳйңҖиҰҒиҖғиҷ‘еӣӯеҢәжңӘжқҘзҡ„дёҡеҠЎд»ҘеҸҠйЎ№зӣ®зҡ„жҹ”жҖ§е’ҢжӢ“еұ•жҖ§гҖӮеҗҢж—¶иҰҒеҗҲзҗҶй…ҚзҪ®йҖӮеҗҲзү©жөҒдёӯеҝғзҡ„зү©жөҒи®ҫеӨҮеҰӮе··йҒ“е ҶеһӣжңәгҖҒиҫ“йҖҒжңәгҖҒRGVгҖҒAGVгҖҒз®ұиҫ“йҖҒзәҝгҖҒеӨҡеұӮз©ҝжўӯиҪҰж–ҷз®ұеә“зӯүгҖӮ
дёәж»Ўи¶ізү©жөҒдёӯеҝғзҡ„ж•ҲзҺҮиҰҒжұӮпјҢеҫҖеҫҖйңҖиҰҒеҜ№иҝҷдәӣжңәжў°и®ҫеӨҮй…ҚзҪ®еҗҲзҗҶзҡ„еҠЁжҖҒеҸӮж•°гҖӮеҗҲзҗҶзҡ„еҠЁжҖҒеҸӮж•°и®ҫе®ҡеҸҜд»ҘеҗҲзҗҶй…ҚзҪ®еҗ„жңәжў°и®ҫеӨҮпјҢжҸҗй«ҳи®ҫеӨҮзҡ„еҲ©з”ЁзҺҮпјҢеҗҢж—¶еҸҜд»ҘиҠӮзәҰжңәжў°и®ҫеӨҮзҡ„й…ҚеҘ—жҲҗжң¬пјҢе…¶йҮҚиҰҒжҖ§дёҚиЁҖиҖҢе–»гҖӮ
е··йҒ“е ҶеһӣжңәжҳҜиҮӘеҠЁеҢ–з«ӢдҪ“д»“еә“зҡ„ж ёеҝғи®ҫеӨҮпјҢеҗ„йғЁд»¶д№Ӣй—ҙй…ҚеҗҲеҸҜд»Ҙе®һзҺ°иҝҗиЎҢгҖҒиө·еҚҮгҖҒдјёзј©дёүдёӘж–№еҗ‘дёҠзҡ„иҝҗеҠЁпјҢд»ҺиҖҢе®һзҺ°иҙ§зү©еҮәе…Ҙеә“зҡ„еҠҹиғҪгҖӮе…¶еҠЁжҖҒеҸӮж•°еҢ…жӢ¬иҝҗиЎҢйҖҹеәҰгҖҒиө·еҚҮйҖҹеәҰгҖҒиҙ§еҸүйҖҹеәҰе’Ңе…¶еҜ№еә”ж–№еҗ‘дёҠзҡ„еҠ йҖҹеәҰгҖӮ
е ҶеһӣжңәеҠЁдҪңж—¶пјҢиҝҗиЎҢе’Ңиө·еҚҮеҸҜд»ҘеҗҢж—¶иҝӣиЎҢпјҢиҖҢдјёзј©еҸүеҠҹиғҪдёҺиҝҷдёӨдёӘеҠҹиғҪдә’й”ҒгҖӮеңЁи§„еҲ’зү©жөҒдёӯеҝғж—¶пјҢйңҖиҰҒеҜ№е Ҷеһӣжңәзҡ„еҮәе…Ҙеә“иғҪеҠӣиҝӣиЎҢж ёз®—пјҢи®ҫзҪ®е ҶеһӣжңәеҸӮж•°дҪҝе…¶ж»Ўи¶ізү©жөҒдёӯеҝғеҜ№дәҺж•ҲзҺҮзҡ„иҰҒжұӮгҖӮ
е Ҷеһӣжңәзҡ„е…ҘеҮәеә“иғҪеҠӣз”ЁеҫӘзҺҜдҪңдёҡж—¶й—ҙжҲ–иҖ…жҜҸе°Ҹж—¶еҮәе…Ҙеә“зҡ„жүҳзӣҳж•°йҮҸжқҘиЎЎйҮҸпјҢе…ҘеҮәеә“зӮ№зҡ„дёҚеҗҢгҖҒеҠЁжҖҒеҸӮж•°зҡ„и®ҫзҪ®йғҪдјҡеҪұе“Қе ҶеһӣжңәеҮәе…Ҙеә“зҡ„ж•ҲзҺҮгҖӮ
жң¬ж–ҮжӢҹеј•з”ЁFEM9.851гҖҠPerformance Data of S/RMachines Cycle TimesгҖӢе’ҢJB/T9018—2011гҖҠиҮӘеҠЁеҢ–з«ӢдҪ“д»“еә“ и®ҫ计规иҢғгҖӢзӯүж ҮеҮҶпјҢеҜ№дёӨдёӘе·ҘзЁӢйЎ№зӣ®дёӯзҡ„е Ҷеһӣжңәж•ҲзҺҮиҝӣиЎҢи®Ўз®—е’ҢжҖ»з»“пјҢ并еҜ№иҝҷдёӨз§Қжғ…еҶөдёӢзҡ„еҠЁжҖҒеҸӮж•°иҝӣиЎҢдјҳеҢ–пјҢеҜ№дјҳеҢ–еҗҺзҡ„з»“жһңиҝӣиЎҢ计算并дёҺеҺҹж–№жЎҲиҝӣиЎҢеҜ№жҜ”пјҢжҖ»з»“еҮәдёҖз§ҚйҖҡз”Ёзҡ„еҗҲзҗҶй…ҚзҪ®е ҶеһӣжңәеҠЁжҖҒеҸӮж•°зҡ„ж–№жі•пјҢиҜҘж–№жі•еҸҜд»ҘеңЁд»ҘеҗҺзҡ„е·ҘзЁӢйЎ№зӣ®дёӯжҺЁе№ҝиҝҗз”ЁгҖӮ

1гҖҒе Ҷеһӣжңәзҡ„еҺҹе§Ӣж•ҲзҺҮи®Ўз®—
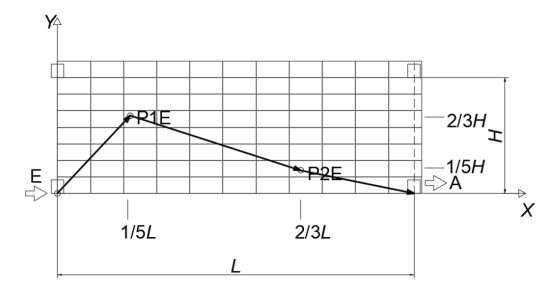
еӣҫ1 дёәеӣҪеҶ…жҹҗзү©жөҒдёӯеҝғзҡ„е№ійқўеёғзҪ®еӣҫпјҢе…¶еҚ—дҫ§дёәз”ҹдә§иҪҰй—ҙпјҢз”ҹдә§иҪҰй—ҙз”ҹжҲҗзҡ„еҺҹж–ҷйҖҡиҝҮеҚ—дҫ§дёңгҖҒиҘҝдёӨиҫ№зҡ„е…Ҙеә“еҸЈйҖҒеҫҖз«ӢдҪ“еә“иҝӣиЎҢеӯҳеӮЁгҖӮеҢ—дҫ§дёәеҮәеә“еҢәпјҢжңүдёҡеҠЎж—¶пјҢеӯҳеӮЁеңЁиҙ§жһ¶еҢәеҹҹзҡ„жҲҗе“ҒйҖҡиҝҮе Ҷеһӣжңәе’Ңиҫ“йҖҒжңәиҝҗеҫҖеҮәеә“еҢәпјҢе®ҢжҲҗеҮәеә“д»»еҠЎ
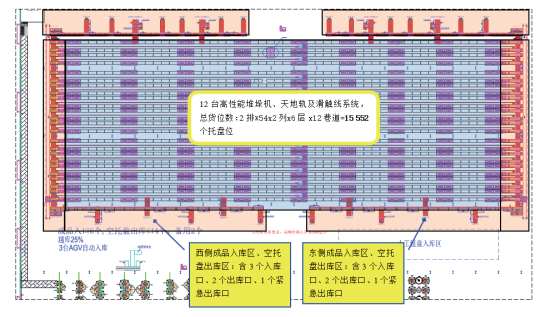
еӣҫ1з«ӢдҪ“еә“еёғеұҖеӣҫ
иҜҘиҮӘеҠЁеҢ–з«ӢдҪ“д»“еә“зҡ„е ҶеһӣжңәиҝҗиЎҢе··йҒ“й•ҝдёә156 mпјҢиҙ§зү©зҡ„жҸҗеҚҮй«ҳеәҰдёә8 mгҖӮ规еҲ’зҡ„е ҶеһӣжңәиҝҗиЎҢйҖҹеәҰдёә160m/minпјҢиҝҗиЎҢеҠ йҖҹеәҰдёә0.5 m/s2, иө·еҚҮйҖҹеәҰдёә40 m/minпјҢиө·еҚҮеҠ йҖҹеәҰдёә0.5 m/s2пјҢиҙ§еҸүзҡ„иҝҗиЎҢйҖҹеәҰдёәеёҰиҪҪ20 m/minгҖҒз©әиҪҪ40 m/minпјҢдјёзј©еҸүеҠ йҖҹеәҰдёәеёҰиҪҪ0.4 m/s2гҖҒз©әиҪҪ0.8 m/s2гҖӮеҒҮи®ҫжӯӨж¬ЎдҪңдёҡд»»еҠЎдёәж•ҲзҺҮиҫғдҪҺзҡ„е··йҒ“ејӮдҫ§е…ҘеҮәпјҢеҜ№жӯӨз§Қжғ…еҶөдёӢзҡ„ж•ҲзҺҮиҝӣиЎҢи®Ўз®—гҖӮ
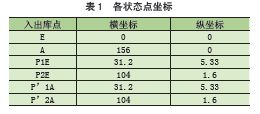
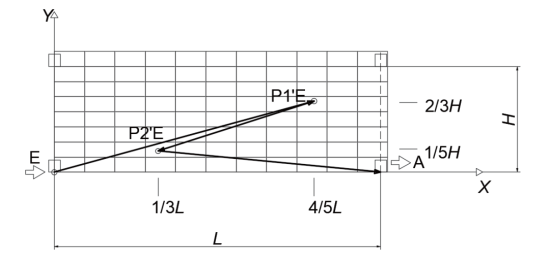
ж №жҚ®FEM9.851гҖҠPerformance Data of S/R MachinesCycle TimesгҖӢпјҢиҜҘжғ…еҶөеұһдәҺE зӮ№еҸ–иҙ§е…Ҙеә“пјҢA зӮ№ж”ҫиҙ§еҮәеә“зҡ„жғ…еҶөпјҢе…¶еҚ•еҫӘзҺҜе…ҘгҖҒеҮәеә“зҡ„и·ҜзәҝеӣҫеҲҶеҲ«еҰӮеӣҫ2 е’Ңеӣҫ3 жүҖзӨәгҖӮеҗ„дёӘзҠ¶жҖҒзӮ№зҡ„еқҗж Үи§ҒиЎЁ1гҖӮ
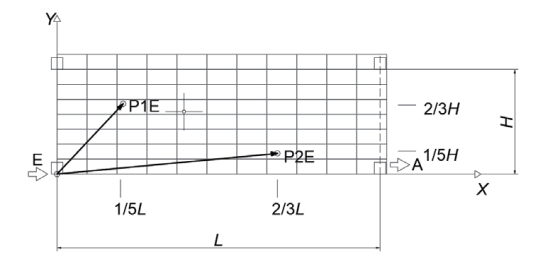
еӣҫ2 е…Ҙеә“дҪңдёҡе·ҘдҪңи·Ҝзәҝеӣҫ
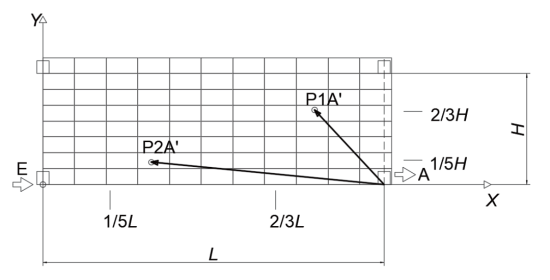
еӣҫ3 еҮәеә“дҪңдёҡе·ҘдҪңи·Ҝзәҝеӣҫ
е ҶеһӣжңәеҚ•еҫӘзҺҜеҮәеә“пјҲе…Ҙеә“пјүж—¶й—ҙпјҡ
ејҸдёӯпјҡtP1E дёәP1гҖҒE дёӨзӮ№й—ҙзҡ„иҝҗеҠЁж—¶й—ҙпјҢtP2E дёәP2гҖҒE дёӨзӮ№й—ҙзҡ„иҝҗеҠЁж—¶й—ҙпјҢt01 дёәеҸ–иҙ§дјёзј©еҸүзҡ„дҪңдёҡж—¶й—ҙгҖҒе®ҡдҪҚж—¶й—ҙгҖҒиҙ§ж јжЈҖжөӢж—¶й—ҙгҖҒиҪҪиҙ§еҸ°еҫ®еҚҮйҷҚж—¶й—ҙе’Ңзӯүеҫ…ж—¶й—ҙзӯүзҡ„жҖ»е’ҢпјҢt1 дёәз©әиҪҪеҠ йҖҹж—¶й—ҙпјҢt2 дёәж»ЎиҪҪеҠ йҖҹж—¶й—ҙпјҢt3дёәе Ҷеһӣжңәе·ҘдҪңиҝҮзЁӢдёӯзҡ„еӣәе®ҡж—¶й—ҙпјҲжң¬йЎ№зӣ®дёӯt3=8 sпјүгҖӮ
и®Ўз®—еҸҜеҫ—еҲ°t1=t2=0.83 sпјҢt01=31.93 sпјҢtP1E=[17.03,9.33]=17.03 sпјҢtP2E=[44.33пјҢ3.733]=44.33 sгҖӮиҝӣиҖҢи®Ўз®—еҸҜеҫ—еҲ°е ҶеһӣжңәеҚ•еҫӘзҺҜеҮәеә“пјҲе…Ҙеә“пјүзҡ„еҫӘзҺҜж—¶й—ҙtm1=62.61 sпјҢеҚ•еҫӘзҺҜжҜҸе°Ҹж—¶е…Ҙеә“жүҳзӣҳж•°дёә57 зӣҳгҖӮ
еҰӮеӣҫ4 е’Ңеӣҫ5 жүҖзӨәпјҢе ҶеһӣжңәеӨҚеҗҲдҪңдёҡеҫӘзҺҜзҡ„еҮәе…Ҙеә“ж—¶й—ҙ

ејҸдёӯпјҡtP1EпјҢP2AпјҢAпјҢE дёәе ҶеһӣжңәиҮӘE зӮ№еҸ–иҙ§гҖҒP1E зӮ№еӯҳиҙ§е…Ҙеә“гҖҒP2A зӮ№еҸ–иҙ§гҖҒA зӮ№ж”ҫиҙ§еҮәеә“зҡ„жҖ»иҝҗеҠЁж—¶й—ҙпјҢtP1пјҮEпјҢP2 пјҮAпјҢAпјҢE дёәе ҶеһӣжңәиҮӘE зӮ№еҸ–иҙ§гҖҒP1’E зӮ№еӯҳиҙ§е…Ҙеә“гҖҒP2’A зӮ№еҸ–иҙ§гҖҒA зӮ№ж”ҫиҙ§еҮәеә“зҡ„жҖ»иҝҗеҠЁж—¶й—ҙпјҢt02 дёәеҸ–иҙ§дјёзј©еҸүзҡ„дҪңдёҡж—¶й—ҙгҖҒе®ҡдҪҚж—¶й—ҙгҖҒиҙ§ж јжЈҖжөӢж—¶й—ҙгҖҒиҪҪиҙ§еҸ°еҫ®еҚҮйҷҚж—¶й—ҙе’Ңзӯүеҫ…ж—¶й—ҙзӯүзҡ„жҖ»е’ҢгҖӮ
иҜҘйЎ№зӣ®дёӯпјҢt02=63.87 sпјҢtP1EпјҢE=[17.03,9.33]=17.03 sпјҢtP1EпјҢP2E=[32.63,6.93]=32.63 sпјҢtP2пјҢA=[24.83пјҢ3.73]=24.83 sпјҢеӣ жӯӨtP1EпјҢP2AпјҢAпјҢE=74.49 sгҖӮtP1пјҮEпјҢE=[52.13,9.33]=52.13 sпјҢtP1пјҮEпјҢP2пјҮE=[32.63,6.93]=32.63 sпјҢtP2пјҮEпјҢA=[44.33,3.73]=44.33 sпјҢеӣ жӯӨtP1пјҮEпјҢP2 пјҮAпјҢAпјҢE=129.09 sгҖӮеҲҷе ҶеһӣжңәеӨҚеҗҲдҪңдёҡеҫӘзҺҜзҡ„еҮәе…Ҙеә“еҫӘзҺҜж—¶й—ҙtm2=165.66 sпјҢеӨҚеҗҲдҪңдёҡеҫӘзҺҜжҜҸе°Ҹж—¶еҮәе…Ҙеә“зҡ„жүҳзӣҳж•°дёә43.5 зӣҳгҖӮ
еңЁи®Ўз®—иҜҘйЎ№зӣ®еҫӘзҺҜж—¶й—ҙж—¶еҸ‘зҺ°пјҢиҝҗиЎҢж—¶й—ҙиҰҒиҝңиҝңеӨ§дәҺе Ҷеһӣжңәзҡ„иө·еҚҮж—¶й—ҙпјҢеҜјиҮҙе ҶеһӣжңәеӯҳеҸ–иҙ§ж—¶иө·еҚҮйңҖиҰҒзӯүеҫ…иҝҗиЎҢеҠЁдҪңе®ҢжҲҗпјҢзӣ®еүҚжүҖз ”еҸ‘е ҶеһӣжңәеҸҜд»Ҙж»Ўи¶іеҮәе…Ҙеә“иҰҒжұӮгҖӮ
еҸҜд»ҘеңЁи®ҫзҪ®е ҶеһӣжңәеҠЁжҖҒеҸӮж•°ж—¶йҷҚдҪҺе Ҷеһӣжңәиө·еҚҮйҖҹеәҰе’ҢеҠ йҖҹеәҰпјҢдҪҝд№ӢдёҺе ҶеһӣжңәиҝҗиЎҢж•ҲзҺҮеҢ№й…ҚпјҢд»ҘеӨ§еӨ§еҮҸе°Ҹе Ҷеһӣжңәиө·еҚҮз”өжңәзҡ„еҠҹзҺҮе’ҢеҮҸйҖҹжңәзҡ„еӨ§е°ҸпјҢиҠӮзәҰе Ҷеһӣжңәз ”еҸ‘жҲҗжң¬гҖӮ
еҰӮжһңеңЁи§„еҲ’ж—¶йңҖжұӮзҡ„ж•ҲзҺҮжӣҙй«ҳеҸҜд»ҘеӨ§е№…еўһеӨ§е ҶеһӣжңәиҝҗиЎҢйҖҹеәҰиҖҢдҝқжҢҒиө·еҚҮйҖҹеәҰдёҚеҸҳз”ҡиҮійҷҚдҪҺпјҢеҸҜд»ҘеӨ§е№…жҸҗй«ҳе Ҷеһӣжңәзҡ„еҮәе…Ҙеә“ж•ҲзҺҮгҖӮиҖҢдё”иҜҘйЎ№зӣ®е··йҒ“иҝҮй•ҝпјҢй«ҳеәҰеҸҲдёҚй«ҳпјҢE еҸЈе…ҘA еҸЈеҮәдјҡеҜјиҮҙеӨҚеҗҲдҪңдёҡеҫӘзҺҜж•ҲзҺҮжҜ”еҚ•еҫӘзҺҜж•ҲзҺҮжӣҙдҪҺпјҢеӣ жӯӨиҜҘйЎ№зӣ®д№ҹеҸҜд»ҘйҮҮз”ЁеҗҢдёҖеҮәе…ҘеҸЈеҮәе…Ҙеә“зҡ„дҪңдёҡж–№ејҸгҖӮ
еӣҫ4 еӨҚеҗҲдҪңдёҡе Ҷеһӣжңәи·ҜзәҝеӣҫA
еӣҫ5 еӨҚеҗҲдҪңдёҡе Ҷеһӣжңәи·ҜзәҝеӣҫB
2гҖҒж–№жЎҲдјҳеҢ–
2.1иө·еҚҮйҖҹеәҰзҡ„дјҳеҢ–
еҺҹж–№жЎҲдёӯе Ҷеһӣжңәзҡ„иө·еҚҮеҲқе§ӢйҖҹеәҰдёә40 m/minпјҢжң¬ж–Үе…ҲеҒҮи®ҫе Ҷеһӣжңәзҡ„иө·еҚҮйҖҹеәҰдёә20 m/minпјҢеҜ№е Ҷеһӣжңәзҡ„еҮәе…Ҙеә“ж•ҲзҺҮиҝӣиЎҢж Ўж ёгҖӮж №жҚ®д»ҘдёҠжҖқи·ҜиҝӣиЎҢжұӮи§Ји®Ўз®—пјҢ еҸҜеҫ—t01=31.93 sпјҢtP1E=[17.03,15.99]=17.03 sпјҢtP2E=[44.33,5.80]=44.33 sгҖӮиҝӣиҖҢеҸҜд»Ҙеҫ—еҲ°пјҢе Ҷеһӣжңәзҡ„еҚ•еҫӘзҺҜе…Ҙеә“ж•ҲзҺҮtm1=62.61 sпјҢеҚ•еҫӘзҺҜжҜҸе°Ҹж—¶е…Ҙеә“жүҳзӣҳж•°дёә57зӣҳгҖӮ
еҗҢж ·пјҢиҝӣиЎҢжұӮи§ЈеҸҜд»Ҙеҫ—еҲ°t02=63.87 sпјҢtE,P1=[17.03,15.99]=17.03 sпјҢtP1пјҢP2=[32.63,11.19]=32.63 sпјҢtP2пјҢA=[24.83пјҢ4.80]=24.83 sпјҢеӣ жӯӨtP1EпјҢP2AпјҢAпјҢE=74.49 sгҖӮиҖҢtEпјҢP1’=[52.13,15.99]=52.13 sпјҢtP1пјҮпјҢP2пјҮ =[32.63,11.19]=32.63 sпјҢtP2пјҮпјҢA=[44.33,4.80]=44.33 sпјҢеӣ жӯӨtP1 пјҮEпјҢP2 пјҮAпјҢAпјҢE=129.09 sгҖӮ
дјҳеҢ–еҗҺпјҢеҜ№дәҺеӨҚеҗҲдҪңдёҡеҫӘзҺҜпјҢе ҶеһӣжңәеӨҚеҗҲе·ҘдҪңж—¶й—ҙtm2=165.66 sпјҢеңЁдёҖдёӘеӨҚеҗҲдҪңдёҡеҫӘзҺҜдёӯжҜҸе°Ҹж—¶еҮәе…Ҙеә“зҡ„жүҳзӣҳж•°дёә43.5 зӣҳгҖӮ
з”ұд»ҘдёҠзҡ„еҲҶжһҗеҸҜд»ҘзңӢеҮәпјҢиө·еҚҮйҖҹеәҰйҷҚдҪҺдәҺ20 m/minд№ӢеҗҺпјҢе ҶеһӣжңәеҮәе…Ҙеә“ж•ҲзҺҮ并жңӘеҸ—еҲ°еҪұе“ҚгҖӮжӯӨз§Қжғ…еҶөдёӢе Ҷеһӣжңәз”өжңәзҡ„еһӢеҸ·е’Ңеҗ„йЎ№еҸӮж•°еҜ№жҜ”и§ҒиЎЁ2
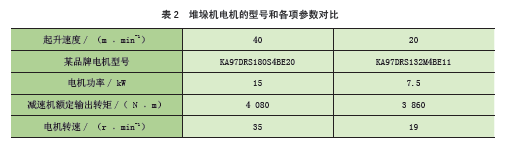
з”ұиЎЁ2 еҸҜд»ҘзңӢеҮәпјҢеңЁиө·еҚҮйҖҹеәҰдёә20 m/min зҡ„жғ…еҶөдёӢпјҢз”өжңәеҠҹзҺҮдёә7.5 kWпјҢиҫ“еҮәеҠӣзҹ©еҹәжң¬дҝқжҢҒдёҚеҸҳпјҢеҮәе…Ҙеә“ж•ҲзҺҮеҹәжң¬дёҚеҸҳгҖӮиҖҢзӣІзӣ®еҘ—з”Ёе ҶеһӣжңәжһҒйҷҗйҖҹеәҰйҖ жҲҗдәҶдёҘйҮҚзҡ„иө„жәҗжөӘиҙ№пјҢеңЁз”өжңәеҸҳйў‘еҷЁзӯүеҷЁд»¶ж–№йқўеўһеҠ дәҶз«Ӣеә“зҡ„жҲҗжң¬гҖӮеӣ жӯӨпјҢй…ҚзҪ®е Ҷеһӣжңәж—¶пјҢдёҚиғҪзӣІзӣ®иҝҪжұӮйҖҹеәҰе’ҢеҠ йҖҹеәҰеҸӮж•°пјҢиҝҳйңҖиҖғиҷ‘зү©жөҒе»әзӯ‘дё»дҪ“еҜ№дәҺи®ҫеӨҮжң¬иә«зҡ„йҷҗеҲ¶гҖӮ
2.2е··йҒ“еҮәе…ҘеҸЈзҡ„дјҳеҢ–
еҺҹе§Ӣж–№жЎҲдёӯе ҶеһӣжңәеңЁе··йҒ“дёӯејӮдҫ§еҮәе…Ҙеә“пјҢдјҳеҢ–ж–№жЎҲдёӯиҖғиҷ‘е ҶеһӣжңәеҗҢдҫ§еҮәе…Ҙеә“ж–№жЎҲпјҢе°Ҷе··йҒ“е·ҰеҸідёӨдҫ§еҲҶзүҮеҢәдҪҝз”ЁпјҢеҚійҮҮз”ЁE е…ҘE еҮәзҡ„ж–№жЎҲгҖӮ
ж №жҚ®FEM9.851гҖҠPerformance Data of S/R MachinesCycle TimesгҖӢпјҢе ҶеһӣжңәеҚ•еҫӘзҺҜеҮәе…Ҙеә“ж•ҲзҺҮд»ҚдёәжҜҸе°Ҹж—¶еҮәе…Ҙеә“жүҳзӣҳж•°57 зӣҳгҖӮ
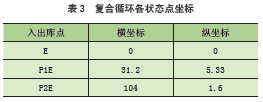
е ҶеһӣжңәеӨҚеҗҲеҫӘзҺҜе·ҘдҪңи·ҜзәҝеҰӮеӣҫ6 жүҖзӨәпјҢз”ұE зӮ№е…Ҙеә“з»ҸP1E зӮ№еӯҳиҙ§еҗҺеҲ°P2E зӮ№еҸ–иҙ§пјҢ然еҗҺеҲ°E зӮ№еҮәеә“гҖӮе…¶дёӯеҗ„зҠ¶жҖҒзӮ№зҡ„еқҗж ҮеҰӮиЎЁ3 жүҖзӨәгҖӮ
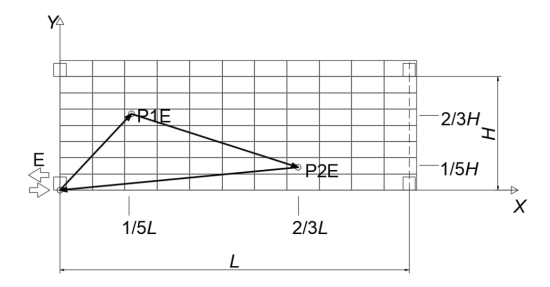
еӣҫ6 еҗҢдҫ§еҮәе…Ҙеә“е Ҷеһӣжңәе·ҘдҪңи·Ҝзәҝеӣҫ
иҝӣиЎҢжұӮи§ЈеҸҜд»Ҙеҫ—еҲ°t02=63.87 sпјҢtEпјҢP1=[17.03,15.99]=17.03sпјҢtP1пјҢP2=[32.63,11.19]=32.63 sпјҢtP2пјҢE=[44.33пјҢ3.73]=44.33 sпјҢеӣ жӯӨtEпјҢP1пјҢP2пјҢE=93.99 sгҖӮеҜ№дәҺеӨҚеҗҲдҪңдёҡеҫӘзҺҜпјҢе ҶеһӣжңәеӨҚеҗҲе·ҘдҪңж—¶й—ҙtm2=157.86 sгҖӮдёҖе°Ҹж—¶е ҶеһӣжңәеӨҚеҗҲдҪңдёҡзҡ„еҮәе…Ҙеә“жүҳзӣҳж•°дёә45.6 зӣҳгҖӮеҸҜд»ҘзңӢеҮәпјҢиҜҘдҪңдёҡж–№ејҸдёӢе Ҷеһӣжңәзҡ„ж•ҲзҺҮеҫ—еҲ°дёҖе®ҡзҡ„жҸҗй«ҳгҖӮдҪҶиҜҘж–№ејҸеұһдәҺзү©жөҒдҪңдёҡеёғеұҖж–№ејҸпјҢ并йқһеҠЁжҖҒеҸӮж•°зҡ„дјҳеҢ–гҖӮ
2.3иҝҗиЎҢйҖҹеәҰзҡ„дјҳеҢ–
зӣ®еүҚеӣҪеӨ–йғЁеҲҶе ҶеһӣжңәеҲ¶йҖ е•ҶеҸҜеҲ¶йҖ еҮәиҝҗиЎҢйҖҹеәҰдёә240 m/min зҡ„е ҶеһӣжңәпјҢжң¬йЎ№зӣ®йҮҮз”Ёж•ҙжңәиҙӯд№°еӣҪеӨ–иҝӣеҸЈе ҶеһӣжңәпјҢд»Ҙ 240 m/minгҖҒ1 m/s2 й…ҚзҪ®е Ҷеһӣжңәзҡ„иҝҗиЎҢеҠЁжҖҒеҸӮж•°пјҢе…¶дҪҷзҡ„еҠЁжҖҒеҸӮж•°дҝқжҢҒдёҚеҸҳгҖӮиҜҘйЎ№зӣ®дёӯпјҢt1=t2=0.83 sпјҢt01=31.93 sпјҢtP1E=[11.8,9.33]=11.8 sпјҢtP2E=[30,3.733]=30 sгҖӮ
и®Ўз®—еҸҜеҫ—пјҢе ҶеһӣжңәеҚ•еҫӘзҺҜеҮәеә“пјҲе…Ҙеә“пјүзҡ„еҫӘзҺҜж—¶й—ҙtm1=52.83 sпјҢеҚ•еҫӘзҺҜжҜҸе°Ҹж—¶е…Ҙеә“жүҳзӣҳж•°дёә68.14 зӣҳпјҢеҮәе…Ҙеә“ж•ҲзҺҮжҸҗй«ҳдәҶ20%гҖӮеҗҢж ·жұӮи§ЈеҸҜд»Ҙеҫ—еҲ°t02=63.87 sпјҢtEпјҢP1=[11.8,9.33]=11.8 sпјҢtP1пјҢP2=[22.2,6.93]=22.2 sпјҢtP2пјҢA=[17пјҢ3.73]=17 sпјҢ иҝӣиҖҢеҫ—еҲ°tP1EпјҢP2AпјҢAпјҢE=51 sгҖӮ
иҖҢtEпјҢP1пјҮ=[35.2,9.33]=35.2 sпјҢtP1пјҮпјҢP2пјҮ=[22.2,6.93]=22.2 sпјҢtP2пјҮпјҢA=[30.4.80]=30 s, иҝӣиҖҢеҫ—еҲ°tE,P1пјҮP2пјҮпјҢA=87.4 sгҖӮеӣ жӯӨпјҢе ҶеһӣжңәеӨҚеҗҲдҪңдёҡзҡ„еҫӘзҺҜж—¶й—ҙtm2=133.07 sпјҢжҜҸе°Ҹж—¶еҮәе…Ҙеә“зҡ„жүҳзӣҳж•°дёә54.1 зӣҳпјҢеҮәе…Ҙеә“ж•ҲзҺҮжҸҗй«ҳдәҶ24%гҖӮ
2.4еҚ•дҪҚй•ҝеәҰйҖҹеәҰ
еҜ№дәҺе Ҷеһӣжңәзҡ„еҠЁжҖҒеҸӮж•°пјҢеј•е…ҘеҚ•дҪҚй•ҝеәҰйҖҹеәҰзҡ„жҰӮеҝөпјҲйҖҹеәҰдёҺиҜҘж–№еҗ‘й•ҝеәҰзҡ„жҜ”еҖјпјүпјҢжңү

иө·еҚҮе’ҢиҝҗиЎҢеҚ•дҪҚй•ҝеәҰйҖҹеәҰзҡ„жҜ”

еҜ№еҺҹж–№жЎҲи®Ўз®—еҫ—еҲ°a=0.21пјҢз»ҸиҝҮиө·еҚҮйҖҹеәҰдјҳеҢ–еҗҺa=0.41пјҢиҖҢиҝҗиЎҢйҖҹеәҰз»ҸиҝҮдјҳеҢ–еҗҺa=0.31гҖӮж №жҚ®й•ҝжңҹ规еҲ’з»ҸйӘҢпјҢеҜ№дәҺеӨҡж•°е·ҘзЁӢйЎ№зӣ®еә”е°ҪйҮҸи®ҫзҪ®еҠЁжҖҒеҸӮж•°пјҢдҪҝе…¶ж»Ўи¶іa зҡ„еҸ–еҖјз©әй—ҙдёә1пјҢжӯӨж—¶е Ҷеһӣжңәзҡ„еҠЁжҖҒеҸӮж•°иғҪеӨҹеҢ№й…Қиҫғй«ҳзҡ„еҮәе…Ҙеә“ж•ҲзҺҮгҖӮ
жң¬е·ҘзЁӢйЎ№зӣ®еҚ•зәҜд»ҺзҗҶи®әи§’еәҰеҮәеҸ‘пјҢи®ҫзҪ®иҝҗиЎҢйҖҹеәҰvx=400 m/minпјҢvy=20 m/minгҖӮжӯӨж—¶a еҖјзәҰдёә1гҖӮи®Ўз®—еҫ—еҲ°пјҢt1=t2=0.83 sпјҢt01=31.93 sпјҢtP1E=[10.6,9.33]=10.6 sпјҢtP2E=[21.52,3.73]=21.52 sгҖӮд»ҺиҖҢи®Ўз®—еҫ—еҲ°пјҢе ҶеһӣжңәеҚ•еҫӘзҺҜеҮәеә“пјҲе…Ҙеә“пјүзҡ„еҫӘзҺҜж—¶й—ҙtm1=47.99 sпјҢеҚ•еҫӘзҺҜжҜҸе°Ҹж—¶е…Ҙеә“жүҳзӣҳж•°дёә75 зӣҳгҖӮ
еҗҢж ·иҝӣиЎҢжұӮи§ЈеҸҜд»Ҙеҫ—еҲ°t 0 2 = 6 3 . 8 7 s пјҢt E пјҢ P1=[10.6,9.33]=10.6 sпјҢtP1пјҢP2=[16.84,6.93]=16.84 sпјҢtP2,A=[13.72,3.73]=13.72 sпјҢиҝӣиҖҢи®Ўз®—еҫ—еҲ°tP1EпјҢP2AпјҢAпјҢE=41.16 sгҖӮ
иҖҢtEпјҢP1’=[24.64,9.33]=24.64 sпјҢtP1пјҮпјҢP2пјҮ=[16.84,6.93]=16.84 sпјҢtP2пјҮпјҢA=[21.52,3.73]=21.52 s, иҝӣиҖҢи®Ўз®—еҫ—еҲ°tEпјҢP1пјҮP2пјҮпјҢA=63 sгҖӮ
еӣ жӯӨпјҢе ҶеһӣжңәеӨҚеҗҲдҪңдёҡзҡ„еҫӘзҺҜж—¶й—ҙtm2=115.95 sпјҢжҜҸе°Ҹж—¶еҮәе…Ҙеә“зҡ„жүҳзӣҳж•°дёә62 зӣҳгҖӮ
з”ұжӯӨеҸҜд»ҘзңӢеҮәпјҢеҚ•дҪҚй•ҝеәҰйҖҹеәҰжҜ”жҺҘиҝ‘1 ж—¶пјҢе Ҷеһӣжңәзҡ„еҮәе…Ҙеә“ж•ҲзҺҮиғҪеҫ—еҲ°иҝӣдёҖжӯҘжҸҗеҚҮгҖӮ
3гҖҒжҖ»з»“
еҜ№еӣҪеҶ…жҹҗзү©жөҒдёӯеҝғзҡ„еёғзҪ®и§„еҲ’е’ҢдҪңдёҡжөҒзЁӢеҒҡдәҶд»Ӣз»ҚпјҢ并еҹәдәҺиҜҘйЎ№зӣ®зҡ„еҠЁжҖҒеҸӮж•°е’ҢдҪңдёҡжЁЎејҸеҜ№е Ҷеһӣжңәзҡ„еҮәе…Ҙж•ҲзҺҮиҝӣиЎҢдәҶи®Ўз®—пјҢеҫ—еҮәеҚ•еҫӘзҺҜжҜҸе°Ҹж—¶е…Ҙеә“жүҳзӣҳж•°дёә57 зӣҳпјҢеӨҚеҗҲдҪңдёҡеҫӘзҺҜжҜҸе°Ҹж—¶еҮәе…Ҙеә“зҡ„жүҳзӣҳж•°дёә43.5 зӣҳгҖӮжҸҗеҮәдёүз§ҚдјҳеҢ–ж–№жЎҲ并еҜ№ж–№жЎҲзҡ„еҮәе…Ҙеә“ж•ҲзҺҮиҝӣиЎҢи®Ўз®—пјҢеҫ—еҲ°еҰӮдёӢз»“и®әпјҡ
1пјүйҷҚдҪҺе Ҷеһӣжңәзҡ„иө·еҚҮйҖҹеәҰиҮі20 m/minпјҢи®Ўз®—е Ҷеһӣжңәзҡ„дҪңдёҡж•ҲзҺҮпјҢз»“жһңжҳҫзӨәе Ҷеһӣжңәзҡ„еҮәе…Ҙеә“ж•ҲзҺҮ并жңӘйҷҚдҪҺгҖӮиҖҢе Ҷеһӣжңәиө·еҚҮз”өжңәзҡ„еҠҹзҺҮеҚҙеҸҜд»Ҙз”ұеҺҹ15 kW йҷҚдҪҺдёә7.5kWпјҢдёәиҜҘйЎ№зӣ®иҠӮзңҒдәҶжҲҗжң¬гҖӮ
2пјүе°Ҷе Ҷеһӣжңәзҡ„дҪңдёҡжЁЎејҸз”ұејӮдҫ§еҮәе…Ҙеә“ж”№дёәеҗҢдҫ§еҮәе…Ҙеә“пјҢеҲҶжһҗз»“жһңжҳҫзӨәе ҶеһӣжңәеӨҚеҗҲдҪңдёҡжҜҸе°Ҹж—¶зҡ„еҮәе…Ҙеә“жүҳзӣҳж•°дёә45.6 зӣҳпјҢжҸҗеҚҮдәҶ5%гҖӮ
3пјүе°Ҷе Ҷеһӣжңәзҡ„иҝҗиЎҢйҖҹеәҰз”ұеҺҹж–№жЎҲзҡ„160 m/min жҸҗеҚҮиҮі240 m/minпјҢеҲҶжһҗжҳҫзӨәе ҶеһӣжңәеҚ•еҫӘзҺҜзҡ„ж•ҲзҺҮе’ҢеӨҚеҗҲдҪңдёҡеҫӘзҺҜзҡ„ж•ҲзҺҮеҲҶеҲ«жҸҗй«ҳдәҶ20% е’Ң24%гҖӮ
ж–ҮдёӯжңҖеҗҺжҸҗеҮәдәҶеҚ•дҪҚй•ҝеәҰйҖҹеәҰжҜ”зҡ„жҰӮеҝөпјҢ并еңЁеҚ•дҪҚй•ҝеәҰйҖҹеәҰжҜ”жҺҘиҝ‘дәҺ1 зҡ„жғ…еҶөдёӢеҜ№иҜҘйЎ№зӣ®е Ҷеһӣжңәзҡ„ж•ҲзҺҮиҝӣиЎҢи®Ўз®—пјҢеҲҶжһҗжҳҫзӨәе Ҷеһӣжңәзҡ„еҚ•еҫӘзҺҜе’ҢеӨҚеҗҲеҫӘзҺҜеҮәе…Ҙеә“ж•ҲзҺҮиғҪиҝӣдёҖжӯҘжҸҗеҚҮеҲ°жҜҸе°Ҹж—¶75 е’Ң62 жүҳзӣҳгҖӮ
еҜ№еӨ§йҮҸе·ҘзЁӢйЎ№зӣ®иҝӣиЎҢиҖғеҜҹиЎЁжҳҺпјҢеңЁеҚ•дҪҚй•ҝеәҰйҖҹеәҰжҜ”жҺҘиҝ‘дәҺ1 ж—¶пјҢиғҪеӨҹе……еҲҶеҲ©з”Ёе Ҷеһӣжңәзҡ„иҝҗиЎҢе’Ңиө·еҚҮеҠҹиғҪпјҢдҪҝе Ҷеһӣжңәзҡ„ж•ҲзҺҮеҫ—еҲ°жҸҗй«ҳгҖӮиҖҢе Ҷеһӣжңәиҙ§еҸүйҖҹеәҰзҡ„жҸҗеҚҮеҜ№дәҺе Ҷеһӣжңәзҡ„ж•ҲзҺҮеҲҷжңүжӣҙдёәзӣҙи§Ӯзҡ„жҸҗеҚҮпјҢеҸҜдҪңдёәеҗҺз»ӯи®Ўз®—е’ҢжҖқиҖғзҡ„йҮҚзӮ№гҖӮ

















