



иҝ‘ж—ҘпјҢеҲ©еӢғжө·е°”йҪҝиҪ®еҠ е·ҘжҠҖжңҜжңүйҷҗе…¬еҸёиҝӣдёҖжӯҘз ”еҸ‘зҡ„йҪҝиҪ®жөӢйҮҸиҪҜ件жӯЈејҸе…¬еёғдә®зӣёпјҒжӯӨж¬ЎиҪҜ件жңҖйҮҚиҰҒзҡ„зӘҒз ҙжҳҜе°ҶдёӨдёӘжөӢйҮҸжӯҘйӘӨеҗҲдёәдёҖдҪ“пјҡеҖ’жЈұжөӢйҮҸзҺ°еңЁйӣҶжҲҗеңЁйҪҝиҪ®жөӢйҮҸдёӯгҖӮиҝҷеҜ№иҜ„дј°еҢәеҹҹзҡ„иҮӘеҠЁйҮҮйӣҶпјҢзЎ®дҝқдәҶиҝҮзЁӢзҡ„еҸҜйқ жҖ§е’ҢжөӢйҮҸз»“жһңзҡ„жңҖй«ҳзІҫеәҰгҖӮжӯӨеӨ–пјҢз®ҖеҢ–зҡ„ж•°жҚ®иҫ“е…Ҙе’Ңз®ҖжҙҒжҳҺдәҶзҡ„жөӢйҮҸжҠҘе‘ҠжҳҫзӨәзЎ®дҝқдәҶжҳ“ж“ҚдҪңжҖ§гҖӮ
жӯӨеүҚпјҢйҪҝиҪ®жөӢйҮҸе’ҢеҖ’жЈұжөӢйҮҸжҳҜеңЁдёҚеҗҢзҡ„жөӢйҮҸиҪҜ件模еқ—дёӯеҲҶдёӨжӯҘиҝӣиЎҢзҡ„гҖӮйҰ–е…ҲпјҢйҖҡиҝҮиҝһз»ӯжү«жҸҸиҺ·еҸ–йҪҝзҡ„ж•ҙдёӘжЁӘжҲӘйқўгҖӮеңЁжӯӨеҹәзЎҖдёҠпјҢжөӢйҮҸжҠҖжңҜе‘ҳеңЁжөӢйҮҸиҪҜ件模еқ—дёӯжүӢеҠЁе®ҡд№үеҖ’жЈұзҡ„иҜ„дј°иҢғеӣҙпјҢ然еҗҺеңЁдёӢдёҖжӯҘдёӯеҶҚеҜ№еҖ’жЈұиҝӣиЎҢжөӢйҮҸгҖӮ
еҜ№дәҺд№ӢеүҚзҡ„ж–№жі•еӯҳеңЁзқҖжҳҫи‘—зҡ„й—®йўҳгҖӮдёҖж–№йқўпјҢзү№е®ҡеҢәеҹҹзҡ„з•Ңе®ҡеҸҜиғҪ并дёҚзІҫзЎ®пјҡеҖ’жЈұзҡ„иҜ„дј°иҢғеӣҙд»ҘеҸҠеңЁжӯӨ规е®ҡиҢғеӣҙеҶ…йҮҮйӣҶзҡ„зӮ№зҡ„ж•°йҮҸд»…йҖҡиҝҮи®Ўз®—иҖҢ并дёҚжҳҜе®һйҷ…жөӢеҫ—зҡ„гҖӮе…¶ж¬Ўе®һйҷ…еҖ’жЈұзҡ„жҪңеңЁдҪҚзҪ®еҒҸ差并дёҚжҖ»иғҪеҮҶзЎ®йҮҮйӣҶгҖӮеҸҰдёҖж–№йқўпјҢз”ұз”ЁжҲ·жүӢеҠЁиҝӣиЎҢж•°жҚ®иҫ“е…ҘеҫҲиҖ—ж—¶пјҢ并且еӯҳеңЁеҸҜиғҪзҡ„дјӘйҖ жөӢйҮҸз»“жһңгҖӮ
然иҖҢпјҢе…Ёж–°жөӢйҮҸж–№жі•——иҮӘеҠЁеҖ’жЈұжөӢйҮҸзҡ„й—®дё–пјҢдҪҝе…ҲеүҚзҡ„жҠҖжңҜеёҰжқҘдәҶйқ©е‘ҪжҖ§зҡ„еҚҮеҚҺгҖӮ
ж–°еҠҹиғҪпјҡиҮӘеҠЁеҖ’жЈұжөӢйҮҸ
еҲ©еӢғжө·е°”йҪҝиҪ®жҠҖжңҜ专家еҜ№е…¶жөӢйҮҸиҪҜ件иҝӣиЎҢдәҶжү©еұ•пјҢзҺ°е·ІжҲҗеҠҹе°ҶеҖ’жЈұжөӢйҮҸйӣҶжҲҗеңЁйҪҝиҪ®жөӢйҮҸдёӯгҖӮзҺ°еңЁпјҢиҜ„дј°еҢәеҹҹзҡ„зЎ®е®ҡе’Ңжү«жҸҸзӮ№зҡ„е®ҡд№үйғҪе®һзҺ°дәҶиҮӘеҠЁеҢ–гҖӮиҝҷж„Ҹе‘ізқҖеҸӘйңҖеңЁејҖе§Ӣж—¶иҫ“е…ҘдёҖж¬ЎжөӢйҮҸе’ҢиҜ„дј°еҸӮж•°пјҢеҚіеҸҜиҮӘеҠЁзЎ®е®ҡеҖ’жЈұзҡ„иҜ„дј°еҢәеҹҹ并е®ҡд№үиҰҒжү«жҸҸзҡ„зӮ№гҖӮ“иҜҘиҪҜ件еҸҜд»ҘиҜҶеҲ«еҖ’жЈұд»ҺдҪ•еӨ„ејҖе§ӢпјҢ并еҜ№е…¶иҝӣиЎҢе®һйҷ…жөӢйҮҸ”гҖӮеҲ©еӢғжө·е°”йҪҝиҪ®жөӢйҮҸи®ҫеӨҮдә§е“Ғз»ҸзҗҶMatthias Brüderleи§ЈйҮҠйҒ“гҖӮ“иҝҷеҸҜзЎ®дҝқй«ҳзҡ„йҮҚеӨҚжҖ§зІҫеәҰпјҢд»ҺиҖҢеҫ—еҲ°жӣҙзІҫзЎ®зҡ„жөӢйҮҸз»“жһңгҖӮ”

з®ҖеҚ•жҳҺдәҶ
еҲ©еӢғжө·е°”зҡ„жөӢйҮҸиҪҜ件дёҖзӣҙд»Ҙжҳ“ж“ҚдҪңжҖ§и§Ғй•ҝгҖӮйҡҸзқҖеҪ“еүҚзҡ„иҝӣдёҖжӯҘз ”еҸ‘пјҢж•°жҚ®иҫ“е…Ҙе’Ңиҫ“еҮәе·Ій’ҲеҜ№еҖ’жЈұжөӢйҮҸиҝӣиЎҢдәҶдјҳеҢ–е’Ңз®ҖеҢ–пјҢйҖҡиҝҮиҜ„дј°иҢғеӣҙзҡ„ж•°еӯ—иҫ“е…ҘеҸҜеҮҶзЎ®е®ҡд№үд»»ж„ҸеҖ’жЈұгҖӮж— и®әжҳҜеҚ•дёӘеҖ’жЈұиҝҳжҳҜдёҖдёӘйҪҝдёҠзҡ„жүҖжңүеӣӣдёӘеҖ’жЈұпјҢйғҪеҸҜд»ҘеңЁз¬¬дёҖж¬ЎжөӢйҮҸж—¶дҫҝиҫ“е…Ҙ并记еҪ•еҖ’жЈұе®ҪеәҰгҖҒж·ұеәҰе’Ңи§’еәҰзҡ„ж Үз§°еҖјгҖӮ
жӯӨеӨ–пјҢж“ҚдҪңдәәе‘ҳиҝҳеҸҜд»ҘиҖғиҷ‘并и®ҫзҪ®зЈЁйҪҝеҠ е·ҘдҪҷйҮҸжҲ–и®ҫе®ҡжөӢйҮҸзҡ„йҪҝж•°зӯүеҸӮж•°гҖӮжөӢйҮҸз»“жһңзҡ„иҫ“еҮәпјҢд»ҘеүҚеҸӘжҳҜжөӢйҮҸзЁӢеәҸзҡ„йғЁеҲҶеҠҹиғҪпјҢзҺ°еңЁеҲҷдё“дёәеҖ’жЈұжөӢйҮҸиҖҢйҮҸиә«е®ҡеҲ¶гҖӮжөӢйҮҸжҠҘе‘ҠиҜ»иө·жқҘжё…жҷ°жҳҺдәҶпјҢд»ҘеӣҫеҪўе’ҢиЎЁж јзҡ„еҪўејҸиҫ“еҮәгҖӮ
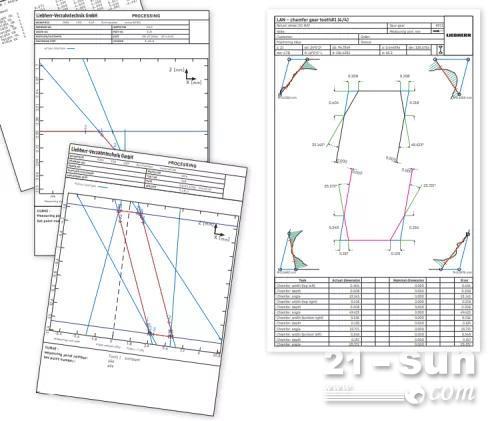
жё…жҷ°зҡ„жөӢйҮҸи®°еҪ•(еҸі)дёҺд№ӢеүҚзҡ„жөӢйҮҸи®°еҪ•(е·Ұ)еҜ№жҜ”
еҜ№жөӢйҮҸжҠҖжңҜдёҚж–ӯжҸҗй«ҳзҡ„иҰҒжұӮ
еңЁеҸҳйҖҹз®ұзҡ„еҗ„дёӘеә”з”ЁйўҶеҹҹпјҢеҜ№йҪҝиҪ®зҡ„еҠҹзҺҮеҜҶеәҰгҖҒж•ҲзҺҮгҖҒдҪҝз”ЁеҜҝе‘Ҫе’ҢеҷӘйҹізҡ„еҗ„ж–№йқўиҰҒжұӮйғҪеңЁдёҚж–ӯжҸҗй«ҳгҖӮзү№еҲ«жҳҜеңЁз”өеҠЁжұҪиҪҰеә”з”ЁйўҶеҹҹпјҢйҪҝиҪ®жөӢйҮҸжҠҖжңҜжҳҜиҙЁйҮҸдҝқиҜҒе’Ңз”ҹдә§иҝҮзЁӢжҺ§еҲ¶зҡ„дёҖдёӘйҮҚиҰҒз»„жҲҗйғЁеҲҶгҖӮеҮӯеҖҹиҮӘеҠЁеҢ–еҖ’жЈұжөӢйҮҸпјҢеҲ©еӢғжө·е°”иҝҲеҮәдәҶжҲҗеҠҹзҡ„дёҖжӯҘпјҢеңЁз®ҖеҢ–ж“ҚдҪңе’ҢиҠӮзңҒж—¶й—ҙзҡ„еҗҢж—¶дҝқиҜҒдәҶжңҖй«ҳзІҫеәҰе’Ңй«ҳиҝҮзЁӢеҸҜйқ жҖ§гҖӮ
еҸҜеҚ•зӢ¬и®ўиҙӯе’ҢеҚҮзә§е®үиЈ…
иҝҷж¬Ўе…Ёж–°жҺЁеҮәзҡ„йҪҝиҪ®жөӢйҮҸиҪҜ件з”ұеҲ©еӢғжө·е°”дёҺ Metrotek GmbHзӢ¬е®¶еҗҲдҪңејҖеҸ‘пјҢдҪңдёәж ҮеҮҶй…ҚзҪ®е®үиЈ…дәҺй…ҚеӨҮRenishawжөӢеӨҙзі»з»ҹгҖҒиҠұеІ—еІ©еҜјиҪЁе’Ңз©әж°”иҪҙжүҝзҡ„еҲ©еӢғжө·е°”й«ҳзІҫеәҰWGTзі»еҲ—жөӢйҮҸжңәгҖӮжӯӨеӨ–пјҢиҜҘиҪҜ件д№ҹеҸҜд»ҘдҪңдёәеҹәжң¬иҪҜ件еҢ…зҡ„иҮӘе®ҡд№үжү©еұ•еҠҹиғҪпјҲж №жҚ®е·Ҙ件пјүеҚ•зӢ¬иҙӯд№°пјҢ并еҸҜйҡҸж—¶еҚҮзә§гҖӮ
иҜҘиҪҜ件用д»ҘжөӢйҮҸжЁЎж•°>0.12зҡ„йҪҝиҪ®гҖӮж №жҚ®зҺ°иЎҢйҪҝиҪ®еҠ е·Ҙж ҮеҮҶиҝӣиЎҢиҜ„дј°гҖӮйҖҡиҝҮдёҚеҸ—еҲ¶йҖ е•ҶйҷҗеҲ¶зҡ„ GDEжҺҘеҸЈжқҘдәӨжҚўйҪҝиҪ®еҮ дҪ•еҸӮж•°е’ҢжөӢйҮҸж•°жҚ®пјҢи®ҫзҪ®ж•°жҚ®еҸҜд»ҘеңЁйҪҝиҪ®еҠ е·ҘжңәеәҠдёҠиҮӘеҠЁдҝ®жӯЈгҖӮеҰӮжһңйңҖиҰҒж ҮеҮҶд№ӢеӨ–зҡ„и§ЈеҶіж–№жЎҲпјҢеҲ©еӢғжө·е°”еҸҜдҪңдёәз»ҸйӘҢдё°еҜҢзҡ„ејҖеҸ‘еҗҲдҪңдјҷдјҙпјҢз«ӯиҜҡдёәе®ўжҲ·жҸҗдҫӣжңҚеҠЎгҖӮMatthias BrüderleиЎЁзӨәпјҡ“еҰӮжһңе®ўжҲ·жңүиҝӣдёҖжӯҘзҡ„ж„ҝжңӣжҲ–йңҖжұӮпјҢиҪҜ件еҸҜд»ҘеҚ•зӢ¬иҝӣиЎҢи°ғж•ҙе’Ңжӣҙж–°”гҖӮ













