



еҜјиҜ»
еӨҡз»іж‘©ж“ҰејҸжҸҗеҚҮзі»з»ҹд»Ҙе…¶йҖӮеә”ж·ұдә•гҖҒжҸҗеҚҮиғҪеҠӣеӨ§зҡ„зү№зӮ№пјҢеә”з”Ёи¶ҠжқҘи¶Ҡе№ҝжіӣгҖӮеңЁи¶…иҝҮеҚғзұізҡ„ж·ұдә•жҸҗеҚҮдёӯпјҢжүҖз”Ёй’ўдёқз»із»іеҫ„д№ҹи¶ҠжқҘи¶ҠеӨ§пјҢй’ўдёқз»із»“жһ„д№ҹз”ұдј з»ҹзҡ„дёүи§’иӮЎеҗ‘ 8 иӮЎгҖҒеӨҡиӮЎжҠ—ж—ӢиҪ¬й’ўдёқз»іеҸ‘еұ•гҖӮдәәе·ҘжҚўз»іе·ҘиүәиҷҪ然жҠҖжңҜжҲҗзҶҹпјҢдҪҶдәәе‘ҳйңҖй•ҝжңҹеңЁдә•зӯ’дёӯдҪңдёҡпјҢдё”жҚўз»іж—¶й—ҙй•ҝпјҢеҠіеҠЁејәеәҰеӨ§пјҢзјәд№Ҹе®үе…ЁжҖ§гҖҒж—¶ж•ҲжҖ§гҖӮжҺўзҙўдёҖз§Қж–°ејҸзҡ„жҚўз»іиҪҰжҚўз»іе·ҘиүәпјҢд»ҘжҚўз»іиҪҰдёәж ёеҝғпјҢдјҳеҢ–жҚўз»іе·ҘиүәпјҢзј©зҹӯжҚўз»іж—¶й—ҙпјҢжҸҗй«ҳжҚўз»іж•ҲзҺҮгҖӮ
жҲ‘еӣҪең°еҹҹиҫҪйҳ”гҖҒзҹҝдә§иө„жәҗеӮЁеӨҮдё°еҜҢпјҢзҹҝеұұдјҒдёҡдј—еӨҡпјҢжҜҸе№ҙйңҖиҰҒжӣҙжҚўзҡ„дё»гҖҒе°ҫз»іж•°йҮҸеәһеӨ§гҖӮи®ёеӨҡзҹҝеұұдјҒдёҡжҲҗз«ӢдәҶдё“дёҡзҡ„жҚўз»ійҳҹдјҚпјҢжҚўз»іе·ҘиүәгҖҒе·Ҙе…·д№ҹеңЁйҖҗжӯҘж”№иҝӣгҖӮзҺ°еңЁдәәе·ҘжҚўз»іж—¶й—ҙдёә 2пҪһ3 dпјҢжүҖз”ЁжҚўз»ідәәе‘ҳ 30пҪһ40 дәәгҖӮдҪҶз”ұдәҺжІЎжңүд»Һе·ҘиЈ…дёҠж”№еҸҳпјҢжүҖд»Ҙдәәе·ҘжҚўз»іж•ҲзҺҮдҪҺпјҢе®үе…ЁйЈҺйҷ©й«ҳгҖӮ
жҹҗең°дёӢејҖйҮҮзҹҝеұұпјҢе№ҙдә§й“Ғзҹҝзҹі 320 дёҮ tпјҢжҲҗдёәжҲ‘еӣҪд»…ж¬ЎдәҺжў…еұұй“Ғзҹҝ (е№ҙдә§ 400 дёҮ t)зҡ„еӨ§еһӢең°дёӢзҹҝеұұгҖӮиҜҘзҹҝжңүдёҖжқЎдё»дә•гҖҒдёҖжқЎеүҜдә•гҖӮдё»еүҜдә•еқҮдёәдә•еЎ” 6 з»іж‘©ж“ҰејҸжҸҗеҚҮжңәпјҢдё»дә•дё»з»іжӣҙжҚўйҮҮз”Ёж—§з»іеёҰж–°з»ізҡ„дәәе·ҘжҚўз»іе·ҘиүәпјҢеүҜдә•йҮҮз”Ёд»ҘжҚўз»іиҪҰдёәж ёеҝғпјҢй…ҚеҗҲдҪҝ用收ж”ҫз»із»һиҪҰгҖҒдё»з»іиө·йҮҚиЈ…зҪ®зӯүжңәжў°жҚўз»ідё“з”Ёи®ҫеӨҮзҡ„жҚўз»іе·ҘиүәгҖӮ笔иҖ…жҸҗеҮәдёҖз§Қж”№иҝӣзҡ„жҚўз»іжі•пјҢе…Ҳ收旧绳еҗҺж”ҫж–°з»іпјҢж–°ж—§дё»з»іеңЁдә•еҸЈиҮӘеҠЁеҜ№жҚўпјҢжҸҗй«ҳдәҶжҚўз»іж•ҲзҺҮгҖӮ
1 дё»дә•жҚўз»іе·Ҙиүә1.1 дё»дә•жҸҗеҚҮзі»з»ҹжҰӮеҶө
иҜҘзҹҝдё»дә•дә•еҸЈж Үй«ҳдёә +132 mпјҢдә•еә•ж Үй«ҳдёә-481.8 mпјҢдә•еЎ”жҖ»й«ҳдёә 77.5 mпјҢеҜјеҗ‘иҪ®е№іеҸ°й«ҳ 52.7 mпјҢжҸҗеҚҮжңәе№іеҸ°й«ҳ 62.9 mпјҢеҚёиҪҪж Үй«ҳдёә +22 mпјҢиЈ…иҪҪж Үй«ҳдёә -438 mпјӣжҸҗеҚҮжңәжңҖеӨ§йқҷеј еҠӣдёә 1 030 kNпјҢжңҖеӨ§йқҷеј еҠӣе·®дёә 270 kNпјӣжҸҗеҚҮе®№еҷЁйҮҮз”Ё 10 m3еҸҢз®•ж–—жҸҗеҚҮпјҢжҖ»иҙЁйҮҸдёә 25 t (еҗ«дё»гҖҒе°ҫз»іжӮ¬жҢӮиЈ…зҪ®)пјҢжңүж•ҲиҪҪиҙЁйҮҸдёә 21.6 tпјӣдё»з»іеһӢеҸ· 6V×37+FC-φ36-1770пјҢзҗҶи®әй•ҝеәҰдёә 680 mпјҢеҚ•дҪҚиҙЁйҮҸдёә 5.45 kg/mпјӣе°ҫз»іеһӢеҸ·35×7+FC-φ48-1570пјҢеҚ•дҪҚиҙЁйҮҸдёә 10.44 kg/mгҖӮ
1.2 йқҷеј еҠӣи®Ўз®—
2 еҸ·з®•ж–—дёӢж”ҫж–°з»іпјҢе…¶жңҖеӨ§йқҷеј еҠӣ

ејҸдёӯпјҡL1дёә 2 еҸ·з®•ж–—дҫ§дё»з»ій•ҝеәҰпјҢmпјӣL2дёә 2 еҸ·з®•ж–—дҫ§е°ҫз»ій•ҝеәҰпјҢmпјӣG1дёәдё»з»іеҚ•дҪҚиҙЁйҮҸпјҢkg/mпјӣG2дёәе°ҫз»іеҚ•дҪҚиҙЁйҮҸпјҢkg/mпјӣG3дёәз®•ж–—жҖ»иҙЁйҮҸпјҢkgпјӣnдёә 2 еҸ·з®•ж–—дҫ§еӨҚеҗҲжқҝеҚЎж•°йҮҸпјҢ16 еүҜпјӣgдёәеӨҚеҗҲжқҝеҚЎиҙЁйҮҸпјҢ30 kg/еүҜгҖӮ
1 еҸ·з®•ж–—дҫ§жңҖеӨ§йқҷеј еҠӣ
ејҸдёӯпјҡL3дёә 1 еҸ·з®•ж–—дҫ§дё»з»ій•ҝеәҰпјҢmпјӣL4дёә 1 еҸ·з®•ж–—дҫ§е°ҫз»ій•ҝеәҰпјҢmгҖӮ
жҸҗеҚҮжңәжңҖеӨ§йқҷеј еҠӣдёә 1 030 kNпјҢ1гҖҒ2 еҸ·з®•ж–—зҡ„жңҖеӨ§йқҷеј еҠӣеқҮе°ҸдәҺжӯӨеҖјпјҢж»Ўи¶іиҰҒжұӮгҖӮ
1 еҸ·гҖҒ2 еҸ·з®•ж–—зҡ„жңҖеӨ§йқҷеј еҠӣе·®
F=F1-F2=584.18 -434.54=149.64 kNпјҢ149.64 пјң 270 kNпјҢж»Ўи¶іиҰҒжұӮгҖӮ
1.3 жҚўз»іжөҒзЁӢ
(1)еҲ©з”Ё 8 еұӮе°Ҹз»һиҪҰдҫқж¬Ўе°Ҷ 6 ж №ж–°з»іжҸҗеҚҮиҮі 4 еұӮпјҢз»іеӨҙжҜҸйҡ” 300 mm з”Ёйә»з»іе’Ңз»Ҷй“Ғдёқз»‘жүҺ (200 mm дёҖж®ө)пјҢе…ұ 4 йҒ“пјҢ并еңЁ 3 еұӮз”Ёй’ўдёқз»іеҚЎе°Ҷ 1 еҸ·з®•ж–—дҫ§ж–°ж—§з»іиҝһжҺҘпјӣ
(2)2 еҸ·з®•ж–—ж…ўдёӢпјҢеңЁз»іеҚЎеҲ°иҫҫеҜјеҗ‘иҪ®еүҚеҒңиҪҰпјҢеңЁ 3 еұӮжү“ 1 еүҜй’ўдёқз»іеҚЎе№¶жӢҶйҷӨдёҠ 1 йҒ“з»іеҚЎпјҢеҫ…з»іеӨҙз»•иҝҮдё»ж»ҡзӯ’еҗҺпјҢеңЁ 2 еҸ·з®•ж–—дҫ§ж–°з»іеӨҙеӨ„йҮҚж–°жү“ 1 еүҜз»іеҚЎпјҢдҫқж¬ЎдәӨжӣҝжү“еҚЎпјҢзӣҙиҮіж–°з»іеӨҙеҲ°иҫҫ 6 еұӮзҪҗйҒ“жўҒпјҢеӣәе®ҡж–°з»іеӨҙпјӣ
(3)еҲ©з”ЁеӨ©иҪҰе°Ҷж»ҡзӯ’дёҠзҡ„ж–°ж—§з»іеҲҶејҖпјӣ
(4)2 еҸ·з®•ж–—ж…ўдёҠпјҢе°Ҷж–°з»ідёҙж—¶еӣәе®ҡеңЁ 2 еҸ·з®•ж–—дҫ§зҡ„жҘ”еҪўз»ізҺҜдёҠпјҢжҜҸж №з»із”Ё 9 еүҜз»іеҚЎеӣәе®ҡпјӣ
(5)2 еҸ·з®•ж–—ж…ўдёӢпјҢж—§з»іеёҰж–°з»іпјҢжҜҸ 30 m еҒңиҪҰжү“1 еүҜеӨҚеҗҲжқҝеҚЎпјҢжҜҸйҡ” 100 m жү“ 1 еүҜй’ўдёқз»іеҚЎпјҢйҳІжӯўж–°з»іжәңз»іпјҢзӣҙиҮідә•еә•пјӣ
(6)еҲ©з”Ёдё»з»іиө·йҮҚиЈ…зҪ®е°Ҷ 2 еҸ·з®•ж–—дҫ§ж—§з»ій”ҒдҪҸпјҢ1еҸ·з®•ж–—дҫ§ж–°з»ідёҺжҘ”еҪўз»ізҺҜзӣҙжҺҘеӣәе®ҡпјӣ
(7)е°ҶеҜјеҗ‘иҪ®е’Ңдё»ж»ҡзӯ’ж–°ж—§з»ідәӨжҚўе…Ҙж§Ҫпјӣ
(8)2 еҸ·з®•ж–—дёҠжҸҗпјҢиҫ№ж”¶ж—§з»іиҫ№жӢҶйҷӨеӨҚеҗҲжқҝеҚЎпјҢ30 еҗҚеІ—дҪҚдәәе‘ҳй…ҚеҗҲзүөеј•гҖҒзӣҳз»іпјӣ
(9)2 еҸ·з®•ж–—дҫ§ж–°з»іе…ҘжҘ”еҪўзҺҜпјҢз”Ёе°Ҹз»һиҪҰе°Ҷеү©дҪҷж—§з»іеӨҙйЎәиҮіең°йқўпјҢи°ғз»іиҜ•иҪҰпјҢжҚўз»із»“жқҹгҖӮ
жҚўз»іж•ҙдҪ“з”Ёж—¶ 48 h е·ҰеҸіпјҢйңҖжҚўз»ідәәе‘ҳ 35 дәә (дёҚеҗ«зӣҳз»іеІ—дҪҚдәәе‘ҳ)гҖӮ
1.4 жҚўз»іиҝҮзЁӢдёӯзҡ„й—®йўҳ
(1)дә•еЎ”жҘјеҶ…з«ӢдҪ“дәӨеҸүдҪңдёҡпјҢеӯҳеңЁй«ҳз©әеқ зү©йЈҺйҷ©пјҢе®үе…ЁйҡҗжӮЈеӨ§пјӣ
(2)ж”ҫж–°з»іе’Ңеӣһ收旧绳时йҮҮз”Ёдәәе·Ҙзӣҳз»іпјҢзӣҳз»ійҖҹеәҰж— жі•дёҺжҸҗеҚҮжңәйҖҹеәҰеҗҢжӯҘпјҢеӨҡж¬ЎйҖ жҲҗй’ўдёқз»іжүҳең°пјҢ并йҡҸзқҖдәәе‘ҳдҪ“еҠӣдёӢйҷҚпјҢеҮәзҺ°еҝ…йЎ»еҒңиҪҰзӯүеҫ…дәәе·Ҙ收绳зҡ„зҺ°иұЎпјӣ
(3)ж–°ж—§з»іеҸ—еҠӣдёҺдёҚеҸ—еҠӣж—¶еқҮдјҡйҮҠж”ҫеә”еҠӣпјҢдәәе·Ҙзӣҳз»іж— жі•дҝқиҜҒй’ўдёқз»іжңүи¶іеӨҹзҡ„еј еҠӣпјҢеҜјиҮҙй’ўдёқз»іжү“з»“пјҢз»ҷжҚўз»іе·ҘдҪңеёҰжқҘеӣ°йҡҫгҖӮ
2 еүҜдә•жҚўз»іе·Ҙиүә2.1 еүҜдә•жҸҗеҚҮзі»з»ҹжҰӮеҶө
иҜҘзҹҝеүҜдә•дә•еЎ”жҖ»й«ҳ 37.37 mпјҢеҜјеҗ‘иҪ®е№іеҸ°й«ҳ21 mпјҢжҸҗеҚҮжңәе№іеҸ°й«ҳ 27.55 mпјҢдә•еҸЈж Үй«ҳ +132 mпјҢдә•дёӢжңҖдҪҺж°ҙе№іж Үй«ҳ -480 mпјӣжҸҗеҚҮжңәжңҖеӨ§йқҷеј еҠӣдёә 490 kNпјҢжңҖеӨ§йқҷеј еҠӣе·® 137.2 kNпјӣжҸҗеҚҮе®№еҷЁйҮҮз”ЁзҪҗз¬ј+е№іиЎЎй”ӨпјҢзҪҗз¬јиҙЁйҮҸдёә 14.5 tпјҢе№іиЎЎй”ӨиҙЁйҮҸдёә 22 tпјӣдё»з»іеһӢеҸ· 6V×34+FC-φ28-1770пјҢиЈ…жңәй•ҝеәҰдёә 690 mпјҢеҚ•дҪҚиҙЁйҮҸдёә 3.18 kg/mпјӣе°ҫз»іеһӢеҸ· 34×7+FC-φ40-1570пјҢеҚ•дҪҚиҙЁйҮҸдёә 6.24 kg/mгҖӮ
2.2 жҚўз»іиҪҰе·ҘдҪңеҺҹзҗҶ
жҚўз»іиҪҰз”ұеҜјеҗ‘иҪ®гҖҒеұҘеёҰе’ҢиҪҰжһ¶гҖҒзӣҙзәҝз»һиҪҰгҖҒж¶ІеҺӢзі»з»ҹд»ҘеҸҠз”өжҺ§зі»з»ҹзӯүдә”еӨ§йғЁеҲҶз»„жҲҗгҖӮд»ҘеұҘеёҰејҸиЎҢиө°иҪҰдҪ“дҪңдёә移еҠЁзҡ„иҪҪдҪ“пјҢе…¶иЎҢиө°еҠЁеҠӣжқҘиҮӘж¶ІеҺӢзі»з»ҹпјҢиЎҢиө°йҖҹеәҰеӨ§дәҺ 1 km/hпјҢж“ҚдҪңеҲҶдёәиЎҢиө°зҠ¶жҖҒе’Ңе·ҘдҪңзҠ¶жҖҒгҖӮеңЁиЎҢиө°зҠ¶жҖҒпјҢдҪҝз”ЁйҒҘжҺ§иЈ…зҪ®е®һзҺ°жҚўз»іиҪҰең°йқўдҪҚзҪ®и°ғж•ҙгҖӮиҪҰиҫҶе°ұдҪҚеҗҺиҝӣе…Ҙе·ҘдҪңзҠ¶жҖҒгҖӮе·ҘдҪңзҠ¶жҖҒжҳҜд»Ҙж¶ІеҺӢзі»з»ҹдёәеҠЁеҠӣжәҗпјҢеҜ№ 2 еҸ°зӣҙзәҝз»һиҪҰиҝӣиЎҢж“ҚдҪңгҖӮзӣҙзәҝз»һиҪҰжҳҜжҚўз»іиҪҰеҜ№й’ўдёқз»ідә§з”ҹ收гҖҒж”ҫеҠӣзҡ„еҚ•е…ғгҖӮжҜҸеҸ°зӣҙзәҝз»һиҪҰжңү 2еҸ°дҪҺиҪ¬йҖҹгҖҒеӨ§иҪ¬зҹ©з”өеҠЁжңәпјҢйҖҡиҝҮз”өеҠЁжңәзҡ„ж—ӢиҪ¬еёҰеҠЁдј еҠЁй“ҫжқЎеүҚеҗҺиҝҗеҠЁгҖӮдј еҠЁй“ҫжқЎдёҠе®үиЈ…жңүеӨ№жҢҒдҪ“пјҢеңЁеӨ№жҢҒеҠӣдҪңз”ЁдёӢеӨ№зҙ§й’ўдёқз»іпјҢж»Ўи¶ій’ўдёқз»іеҜ№ж”¶з»іе’Ңж”ҫз»іеҠӣйҮҸзҡ„йңҖжұӮпјҢд»ҺиҖҢе®һзҺ°й’ўдёқз»ізҡ„еүҚеҗҺиҝҗеҠЁгҖӮеүҜдә•жҚўз»іеҰӮеӣҫ1 жүҖзӨәгҖӮд»Һеӣҫ 1 (a)пҪһ(g)пјҢдҫқж¬Ўдёәпјҡв‘ жҚўз»іиҪҰе°ұдҪҚпјҢеҜјеҗ‘иҪ®е°ұдҪҚпјҢзЎ®е®ҡе®№еҷЁдҪҚзҪ®пјӣв‘Ў еҚЎжүҳеҷЁеҚЎдё»зҪҗз¬јпјҢж—§з»іиҝӣжҚўз»іиҪҰпјӣ③收еӣһж—§з»іпјӣв‘Ј зҝ»з»іпјҢж—§з»іеёҰж–°з»іеҲ°A дҫ§е®№еҷЁпјӣв‘Ө еҒҡ A дҫ§жӮ¬жҢӮпјӣв‘Ҙ ж”ҫж–°з»іпјӣв‘Ұ еҒҡ B дҫ§жӮ¬жҢӮгҖӮ
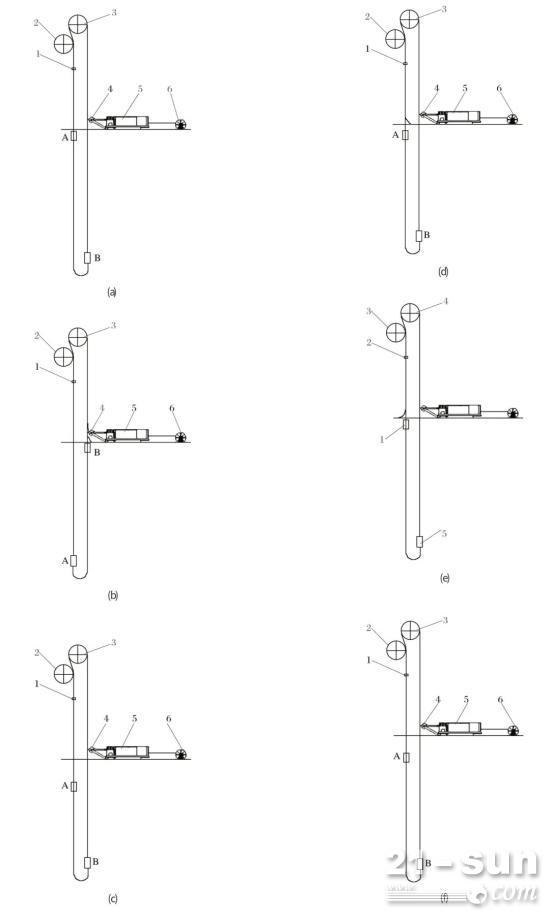
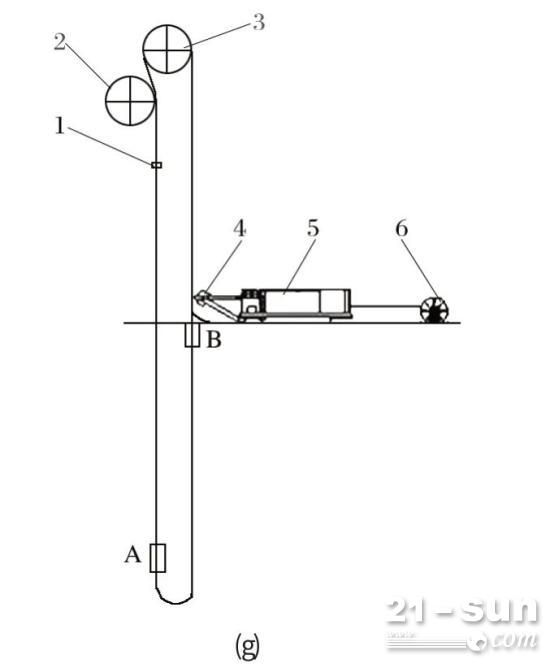
еӣҫ1 еүҜдә•жҚўз»ізӨәж„Ҹ
1.еҚЎз»іеҷЁ 2.еҜјз»іиҪ® 3.з»һиҪҰ 4.еҜјеҗ‘иҪ® 5.жҚўз»іиҪҰ 6.收ж”ҫз»із»һиҪҰ
2.3 жҚўз»іжөҒзЁӢ
йҰ–е…ҲжӣҙжҚў 1гҖҒ6 еҸ·й’ўдёқз»і (дё»з»ізј–еҸ·д»ҺдёңеҫҖиҘҝдҫқж¬Ўдёә 1гҖҒ2гҖҒ3гҖҒ4гҖҒ5 е’Ң 6 еҸ·)гҖӮ
(1)е°ҶзҪҗз¬јеҒңиҮіж Үй«ҳ +125 m дҪҚзҪ®пјҢжҚўз»іиҪҰйҖҡз”өиҜ•иҪҰеҗҺпјҢе°ҶжҚўз»іиҪҰејҖиҮідә•еҸЈиҘҝдҫ§еҗҲйҖӮдҪҚзҪ®пјҢ并жҸҗеүҚе°ҶеҜјеҗ‘иҪ®дјёеҮәгҖӮе°Ҷеј•з»із©ҝиҝҮжҚўз»іиҪҰпјҢдҪҝе…¶еҜ№еә”жӣҙжҚўж—§дё»з»іпјҢеҲ©з”Ё 6 еүҜ U еҪўеҚЎзҙ§еӣәиҝһжҺҘгҖӮеңЁдә•еЎ” 3 еұӮе№іиЎЎй”Өдҫ§пјҢз”ЁжҘ”еҪўеҚЎз»іеҷЁе°Ҷ 6 ж №ж—§з»ій”Ғзҙ§гҖӮз»ҷ 2гҖҒ3гҖҒ4 е’Ң 5еҸ·дё»з»ізҡ„жӮ¬жҢӮж¶ІеҺӢзјёжү“еҺӢпјҢе…ій—ӯеҜ№еә”зҗғйҳҖпјӣз»ҷ 1гҖҒ6еҸ·з»іж¶ІеҺӢзјёжі„еҺӢпјҢдҪҝе…¶жқҫејӣгҖӮеңЁжҘ”еҪўз»ізҺҜдёҠж–№ 0.5 mеӨ„пјҢеүІж–ӯ 1гҖҒ6 еҸ·й’ўдёқз»іпјҢз”Ё 2 t еҖ’й“ҫеӣәе®ҡ 1гҖҒ6 еҸ·жӮ¬жҢӮиЈ…зҪ®гҖӮ
(2)д»Ҙ 0.1 m/s йҖҹеәҰдёӢж”ҫзҪҗз¬јпјҢе°Ҷ 1гҖҒ6 еҸ·ж—§з»із©ҝиҝҮжҚўз»іиҪҰгҖӮжҚўз»іиҪҰи°ғж•ҙеҺӢеҠӣиҮі 13 MPa (жӢүеҠӣдёә 5 t)пјҢеӨ№зҙ§еҺӢеҠӣдёә 6.5 MPaпјҢ收зҙ§ж—§з»ігҖӮеҰӮжһңе№іиЎЎй”Өдҫ§ж—§з»ізү№еҲ«жқҫејӣпјҢе…ҲжҠҠеҺӢеҠӣи°ғж•ҙиҮі 16 MPa (жӢүеҠӣдёә 6.7 t)пјҢжҠҠ旧绳收зҙ§пјҢ然еҗҺеҶҚдёӢйҷҚиҮі 13 MPaпјҢзӣҙиҮіж—§з»іж”¶е®ҢгҖӮ
(3)жҚўз»іиҪҰж”ҫжқҫ旧绳并еҸҚеҗ‘з•ҷдҪҸпјҢж–ӯејҖжҚўз»іиҪҰеүҚз«Ҝ 1гҖҒ6 еҸ·з»іпјҢйҖҖеҮә旧绳并з©ҝе…Ҙж–°з»ігҖӮдҪҝз”Ё 2 еүҜй’ўдёқз»іеҚЎе°Ҷж–°з»ідёҺзҪҗз¬јдҫ§ж—§з»іиҝһжҺҘпјҢ并ж–ӯејҖе№іиЎЎй”Өдҫ§ 1гҖҒ6 еҸ·ж—§з»ідёҺ收绳з»һиҪҰдёҠзҡ„й’ўдёқз»ізҡ„иҝһжҺҘгҖӮз”ЁеҖ’й“ҫеӣәе®ҡе№іиЎЎй”Өдҫ§ 1гҖҒ6 еҸ·жӮ¬жҢӮиЈ…зҪ®пјҢж—§з»іеёҰж–°з»іиҝҮж»ҡзӯ’пјҢ收绳з»һиҪҰеҗҢ时收平衡й”Өдҫ§ж—§з»ігҖӮ
(4)и§ЈејҖж–°ж—§з»ід№Ӣй—ҙзҡ„иҝһжҺҘпјҢе°Ҷж–°з»із»іеӨҙеӣәе®ҡеңЁдә•еЎ”еҘ—жһ¶жўҒдёҠпјҢ并жү“ 1 еүҜй’ўдёқз»іеҚЎгҖӮеҲ©з”Ё 5 еұӮеӨ©иҪҰе’ҢеҗҠеёҰе°Ҷж–°з»ідёҺж»ҡзӯ’и„ұејҖгҖӮд»Ҙ 0.3 m/s дёӢж”ҫзҪҗз¬јпјҢзӣҙиҮіе№іиЎЎй”ӨиҫҫеҲ° 2 еұӮдҫҝдәҺж–Ҫе·ҘдҪҚзҪ®гҖӮеңЁ 5 еұӮе°Ҷж–°з»іе…Ҙз»іж§ҪпјҢ2 еұӮе°Ҷж–°з»ідёҺе№іиЎЎй”Өдҫ§жӮ¬жҢӮиЈ…зҪ®иҝһжҺҘгҖӮ
(5)дҪҝз”ЁжҚўз»іиҪҰ收зҙ§ж–°з»іпјҢеҺӢеҠӣдёҠи°ғиҮі 16 MPaпјҢжӢүеҠӣдёә 6.7 tпјҢзӣҙиҮіе№іиЎЎй”Өдҫ§зҡ„й’ўдёқз»іеј зҙ§пјҢ然еҗҺдёӢи°ғиҮі 8 MPa (йҡҸеҠЁжӢүеҠӣдёә 5.3 t)гҖӮдёӢи°ғиҝҮзЁӢдёӯпјҢи§ӮеҜҹй’ўдёқз»іжҳҜеҗҰеңЁз»һиҪҰж»ҡзӯ’еҶ…ж»‘еҠЁпјҢ并д»Ҙ 0.3 m/s йҖҹеәҰдёӢж”ҫж–°з»іпјҢзӣҙиҮізҪҗз¬јеҲ°иҫҫдә•еҸЈеҒңиҪҰгҖӮ
(6)з”Ёдё»з»іиө·йҮҚиЈ…зҪ®еҚЎдҪҸе№іиЎЎй”Өдҫ§ж–°з»іпјҢ并еҗ‘дёҠжҠҪжӢүпјҢеҪ“жӢүеҠӣиҫҫеҲ° 15.8 t (з»іиө·йҮҚи°ғеҺӢиҮі 3.5 MPa)ж—¶еҒңжӯўпјҢжҚўз»іиҪҰеҗҗеҮәж–°з»ігҖӮеңЁдә•еҸЈеӨ„ж–ӯејҖ 1гҖҒ6 еҸ·ж–°з»іпјҢ并дёҺзҪҗз¬јдҫ§жҘ”еҪўз»ізҺҜиҝһжҺҘгҖӮ
(7)йҮҚеӨҚжӯҘйӘӨпјҢжӣҙжҚў 2гҖҒ5гҖҒ3 е’Ң 4 еҸ·дё»з»ігҖӮ
(8)еҜ№зҪҗи°ғз»іпјҢжҚўз»із»“жқҹгҖӮ
3 дё»еүҜдә•жҚўз»іе·ҘиүәеҜ№жҜ”3.1 еҠіеҠЁејәеәҰ
(1)дё»дә•жҚўз»ідёӯпјҢеңЁзүөеј•ж–°з»іеӨҙиҝҮдё»ж»ҡзӯ’гҖҒж”ҫж–°з»іе’Ңеӣһ收旧绳иҝҮзЁӢдёӯпјҢйңҖеҸҚеӨҚжү“еӨҚеҗҲжқҝеӨ№е’ҢжӢҶйҷӨгҖӮжҜҸ30 m дҪҝз”Ё 1 еүҜпјҢжҜҸеүҜеӨҚеҗҲжқҝеӨ№йҮҚзәҰ 30 kgпјҢзҙ§еӣәе’ҢжӢҶйҷӨиҝҮзЁӢдёӯпјҢиҮіе°‘йңҖиҰҒ 4 дәәе…ұеҗҢй…ҚеҗҲжүҚиғҪе®ҢжҲҗгҖӮиҝҷд№ҹжҳҜеҜјиҮҙжҚўз»іж—¶й—ҙй•ҝгҖҒдҪңдёҡдәәе‘ҳеӨҡзҡ„дё»иҰҒеӣ зҙ гҖӮ
(2)йҡҸзқҖй’ўдёқз»ізӣҙеҫ„еўһеӨ§гҖҒдә•ж·ұеҠ ж·ұпјҢдҪҝз”ЁеӨ№е…·зҡ„ж•°йҮҸд№ҹи¶ҠеӨҡпјҢеӨ№е…·зҡ„дҪ“з§Ҝе’ҢиҙЁйҮҸд№ҹи¶ҠеӨ§пјҢеҜјиҮҙжҚўз»ізҡ„еҠіеҠЁејәеәҰеҠ еӨ§гҖӮ
(3)жңәжў°еҢ–жҚўз»іеҲ©з”ЁжҚўз»іиҪҰиҮӘиә«еӨ№жҢҒиҫ“йҖҒзі»з»ҹпјҢе…Ҳ收旧绳пјҢ然еҗҺеҲ©з”Ёж»ҡзӯ’дёҠеү©дҪҷж—§з»іе°Ҷж–°з»іеӨҙеёҰиҝҮж»ҡзӯ’еҚіеҸҜпјҢж— йңҖз”ЁеӨҚеҗҲжқҝеӨ№еҜ№ж–°ж—§з»іиҝӣиЎҢиҝһжҺҘеӣәе®ҡгҖӮж“ҚдҪңдәәе‘ҳд»…еңЁз»іеӨҙиҝһжҺҘж—¶иҝӣиЎҢз»іеҚЎзҙ§еӣәпјҢе…¶дҪҷе·ҘеәҸеқҮз”ұжңәжў°и®ҫеӨҮе®ҢжҲҗпјҢеҠіеҠЁејәеәҰиҫғе°ҸгҖӮ
3.2 ж–°з»іжҚҹдјӨжғ…еҶө
дәәе·ҘжҚўз»іеҜ№ж–°з»ізҡ„жҚҹдјӨдё»иҰҒжңүд»ҘдёӢж–№йқўпјҡ
(1)ж–°з»ідёҺзү©дҪ“зӣёзў°пјҢж–°з»іеӨ–еұӮй’ўдёқжҳ“еҸ—еҲ°йўқеӨ–жҢӨеҺӢгҖӮ
(2)ж—§з»іеёҰж–°з»іж—¶пјҢж–°з»іеңЁз»іж§ҪеӨ–дҫ§йҡҸж—§з»ідёӢж”ҫпјҢдёҺж»ҡзӯ’й—ҙеӯҳеңЁж»‘еҠЁж‘©ж“ҰгҖӮ
(3)з”ЁжқҝеҚЎеӣәе®ҡж—¶пјҢй’ўдёқз»іеҸ—еҲ°йўқеӨ–зҡ„еҫ„еҗ‘еә”еҠӣпјҢиӮЎдёҺиӮЎй—ҙзӣёдә’ж‘©ж“ҰгҖӮ
жҚўз»іиҪҰеӨ№жҢҒжңәжһ„дёҺй’ўдёқз»іжҺҘи§ҰдҪҚзҪ®йҮҮз”Ёж‘©ж“ҰиЎ¬еһ«зӣёдјјжқҗиҙЁпјҢ并且еңЁж”¶ж”ҫз»іиҝҮзЁӢдёӯпјҢй’ўдёқз»іжҳҜзӣёеҜ№йқҷжӯўпјҢдёҚдјҡйҖ жҲҗж–°з»іжҚҹдјӨгҖӮ
3.3 й’ўдёқз»ізј з»•жғ…еҶө
(1)ж—§з»іеёҰж–°з»іиҝҮзЁӢдёӯпјҢеӣ 6 ж №ж—§з»ідёҺж–°з»ідёҖеҗҢиҝҗиЎҢпјҢж—§з»іжүҝйҮҚгҖҒж–°з»ідёҚжүҝйҮҚпјҢеҰӮжңүеӨҚеҗҲжқҝеҚЎзҙ§еӣәдёҚзүўпјҢдёӨжқҝеҚЎй—ҙж–°з»іжңӘз»·зҙ§пјҢй’ўдёқз»іеӣ иҮӘиә«жүӯеҠӣйҮҠж”ҫж—ӢиҪ¬пјҢжҳ“йҖ жҲҗж–°ж—§з»ізј з»•гҖӮ
(2)еӣһ收旧绳时пјҢж–°з»іжүҝйҮҚгҖҒж—§з»ідёҚжүҝйҮҚпјҢж—§з»іеә”еҠӣйҮҠж”ҫпјҢд№ҹжҳ“йҖ жҲҗж–°ж—§з»ізј з»•гҖӮ
(3)дә•ж·ұ 800 m д»ҘдёҠзҡ„зҹҝдә•жҚўз»іж—¶пјҢйқһжҠ—ж—ӢиҪ¬й’ўдёқз»іеә”еҠӣйҮҠж”ҫе°ҶжӣҙеҠ жҳҺжҳҫпјҢдәәе·ҘжҚўз»ійҡҫеәҰеҠ еӨ§гҖӮ
(4)жңәжў°жҚўз»іе·ҘиүәдёӯпјҢ收旧绳е’Ңж”ҫж–°з»іжҳҜеҲҶејҖеҚ•зӢ¬иҝӣиЎҢзҡ„пјҢ且收绳е’Ңж”ҫз»іиҝҮзЁӢдёӯй’ўдёқз»ійғҪжҳҜзі»з»ҹжүҝйҮҚз»іпјҢеӣ жӯӨпјҢдёҚдјҡеҸ‘з”ҹй’ўдёқз»ізј з»•зҺ°иұЎгҖӮ
3.4 收ж”ҫз»ізҡ„иҝһз»ӯжҖ§
(1)дәәе·ҘжҚўз»іж”ҫж–°з»іе’Ң收旧绳дёӯпјҢеқҮж— йўқеӨ–зҡ„зүөеј•еҠӣпјҢдҝқиҜҒй’ўдёқз»ізҡ„еј зҙ§еҠӣпјҢеҸӘиғҪеҲ©з”ЁжҸҗеҚҮзі»з»ҹдёӯеҸ—еҠӣз»ідҪңдёәжҚўз»ізүөеј•еҠӣпјҢиҝҷе°ұеҜјиҮҙж–°ж—§з»ійңҖиҰҒйў‘з№ҒеҒңиҪҰжү“еҚЎгҖҒеӣәе®ҡиҝһжҺҘпјҢжҚўз»ідёҚиҝһз»ӯгҖӮ
(2)жҚўз»іиҪҰзӣҙзәҝз»һиҪҰжңәжһ„ (и§Ғеӣҫ 2)еҢ…еҗ« 2 еҸ°зӣҙзәҝз»һиҪҰпјҢиҝһз»ӯдҪҝз”ЁдёҠдёӢдёӨз»„еҺӢеқ—еӨ№жҢҒй’ўдёқз»ігҖӮй“ҫжқЎдёҠиЈ…жңүжҸҗеҚҮжңәж‘©ж“Ұеқ—жқҗж–ҷпјҢж‘©ж“Ұеӣ ж•°еӨ§дәҺ 0.2пјҢеҜ№й’ўдёқз»ізҡ„жӯЈеҺӢеҠӣе°ҸдәҺ 5 MPaгҖӮй’ўдёқз»ідҪҚдәҺдёҠдёӢй“ҫжқЎж‘©ж“Ұеқ—зҡ„з»іж§ҪеҶ…пјҢдёҠжө®еҠЁеӨ№еӨҙеӣәе®ҡдёҚеҠЁпјҢдёӢжө®еҠЁеӨ№еӨҙеңЁеӨ№зҙ§ж¶ІеҺӢзјёзҡ„дҪңз”ЁдёӢеҗ‘дёҠеӨ№зҙ§й“ҫжқЎпјӣй“ҫжқЎзҡ„дё»еҠЁиҪ®зӣҙиҝһж¶ІеҺӢзјёпјҢй©ұеҠЁй’ўдёқз»іиҝһз»ӯиҝҗеҠЁгҖӮеҗҢж—¶пјҢеҗҺдҫ§еј зҙ§ж¶ІеҺӢзјёжҺЁеҠЁеҗҺдҫ§еј зҙ§й“ҫиҪ®иҝҗеҠЁпјҢдҝқиҜҒжқҫдҫ§зҡ„й“ҫжқЎеј зҙ§пјҢд»ҘеҸҠй“ҫжқЎе’¬еҗҲжӯЈзЎ®гҖӮжө®еҠЁеӨ№еӨҙеҗ„дёӘеӨ№жҢҒеӨҙеҶ…иЈ…жңүж»ҡеҠЁиҪҙжүҝпјҢеңЁйҮҚиҪҪзҠ¶жҖҒдёӢеҸ‘зғӯйҮҸеҫҲе°ҸпјҢиҖҢдё”еҗ„еӨ№жҢҒеӨҙеқҮдҪҝз”Ёй“°жҺҘпјҢиғҪдҝқиҜҒй’ўдёқз»ізӣҙеҫ„дёҚдёҖиҮҙж—¶пјҢеҸ—жҢӨеҺӢеҠӣд»Қ然зӣёеҗҢпјҢдҝқжҠӨй’ўдёқз»ігҖӮ
3.5 жҚўз»ійҖҹеәҰеҢ№й…Қжғ…еҶө
(1)дәәе·ҘжҚўз»іеңЁж”ҫз»іе’Ң收绳иҝҮзЁӢдёӯпјҢйҮҮз”Ёдәәе·ҘзӣҳиҪҰпјҢж— жі•дёҺжҸҗеҚҮжңәжЈҖдҝ®йҖҹеәҰдёҖиҮҙпјҢж”ҫж–°з»іж—¶жҳ“з”©з»іпјҢ收旧绳时жҳ“жӢ–еә•е’Ңзј з»•гҖӮ
(2)жҚўз»іиҪҰ收ж”ҫз»ійҖҹеәҰдёә 0.1пҪһ0.4 m/sпјҢиғҪдёҺжҸҗеҚҮжңәжЈҖдҝ®йҖҹеәҰеҗҢжӯҘпјҢй…ҚеҗҲз”өеҠЁж”¶ж”ҫз»із»һиҪҰпјҢзЎ®дҝқ收ж”ҫй’ўдёқз»іиҝһз»ӯгҖҒдёҚжӢ–ең°гҖӮ
3.6 жҚўз»іж—¶й—ҙеҸҠдәәе‘ҳ
(1)дәәе·ҘжҚўз»ійңҖиҰҒ 35 дәәе·ҰеҸі (зӣҳз»ідәәе‘ҳйҷӨеӨ–)пјҢдҪңдёҡж—¶й—ҙ 2пҪһ3 dгҖӮжҚўз»іиҪҰйңҖиҰҒ 15 дәәе·ҰеҸі (з”өеҠЁзӣҳз»і)пјҢдҪңдёҡж—¶й—ҙ 12пҪһ24 hгҖӮйҮҮз”ЁжҚўз»іиҪҰжҚўз»іпјҢеҢ—жҙәжІій“ҒзҹҝеүҜдә•з”Ёж—¶ 14.5 hпјҢзҪ—жІій“Ғзҹҝдё»дә•з”Ёж—¶ 16 hпјҢи‘«иҠҰзҙ з…Өзҹҝ1 еҸ·дё»дә•з”Ёж—¶ 16 hпјҢжқҸеұұй“ҒзҹҝеүҜдә•з”Ёж—¶ 20 hгҖӮ
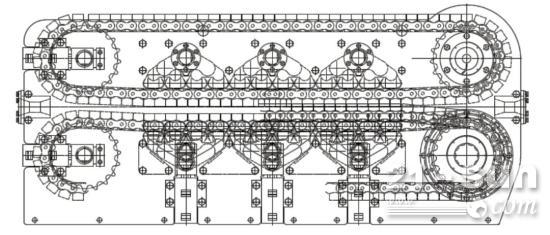
еӣҫ2 зӣҙзәҝз»һиҪҰз»“жһ„зӨәж„Ҹ
(2)йҡҸзқҖдә•ж·ұгҖҒз»іеҫ„зҡ„еўһеҠ пјҢдәәе·ҘжҚўз»іе·Ҙиүәеӣ еҠіеҠЁејәеәҰеўһеӨ§пјҢжҚўз»іж—¶й—ҙжҳҺжҳҫеҠ й•ҝгҖӮжңәжў°жҚўз»іе·ҘиүәйҡҸзқҖдә•ж·ұгҖҒз»іеҫ„зҡ„еўһеҠ пјҢжҚўз»іе·Ҙиүәе’ҢеҠіеҠЁејәеәҰеҸҳеҢ–дёҚеӨ§пјҢжҚўз»іж—¶й—ҙеўһе№…иҫғе°ҸгҖӮ
3.7 жҚўз»іе®үе…ЁеҜ№жҜ”
(1)дәәе‘ҳеңЁдә•еЎ”еҶ…дәӨеҸүдҪңдёҡпјҢдҪңдёҡдәәе‘ҳеӨҡпјҢдё”еӨҡдёәжүӢжҢҒе·Ҙжңәе…·пјҢжҳ“еҸ‘з”ҹй«ҳз©әеқ зү©пјӣеӨҚеҗҲжқҝеҚЎдёәеҜ№еҚҠз»“жһ„ (и§Ғеӣҫ 3)пјҢйЎ»з”Ёй«ҳејәиһәж “иҝһжҺҘгҖӮ
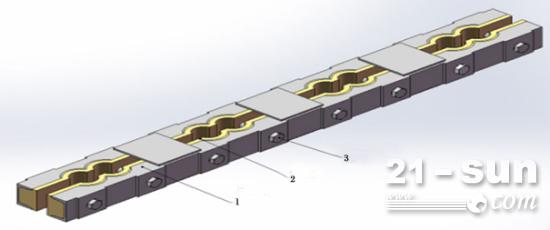
еӣҫ3 еӨҚеҗҲжқҝеҚЎ
1.й•ҝжқҝеҚЎ 2.з»іж§Ҫ 3.й«ҳејәиһәж “
(2)дәәе·Ҙзҙ§еӣәж—¶еӨҡд»ҘдёӘдәәз»ҸйӘҢдёәдё»пјҢж— е…·дҪ“зҡ„ж–Ҫе·ҘжүӯеҠӣж ҮеҮҶпјҢзҙ§еӣәдёҚзүўжҲ–жҳҜдёӨжқҝеҚЎй—ҙдё»з»іжңӘе®Ңе…ЁжӢүзҙ§пјҢдёӢж”ҫиҝҮзЁӢдёӯжҳ“еҸ‘з”ҹж»‘з»іеҚұйҷ©пјҢе®үе…ЁйЈҺйҷ©й«ҳгҖӮ
(3)жҚўз»іиҪҰзӣҙзәҝз»һиҪҰжңәжһ„пјҢйҖҡиҝҮзӣҙзәҝй“ҫжқЎж¶ІеҺӢеӨ№жҢҒзі»з»ҹз»ҷй’ўдёқз»іжҸҗдҫӣеӨ№жҢҒеҺӢеҠӣе’Ң收ж”ҫз»ійҳ»еҠӣпјҢзЎ®дҝқй’ўдёқз»іжҒ’еј еҠӣпјҢ并дёҺжҸҗеҚҮжңәеҗҢжӯҘиҝҗиЎҢпјҢдёҚдјҡеҸ‘з”ҹж»‘з»іеҚұйҷ©гҖӮдәәе‘ҳеҸӘйңҖеңЁдә•еҸЈиҙҹиҙЈз»іеӨҙиҝһжҺҘе’Ңдёҙж—¶еӣәе®ҡпјҢе…ій”®зӮ№дҪҚзҡ„зңӢжҠӨд»ҘеҸҠи§ӮеҜҹи®ҫеӨҮиҝҗиҪ¬зҠ¶жҖҒпјҢе®үе…ЁжҖ§иҫғй«ҳгҖӮ
3.8 жҚўз»іе·ҘиүәеҜ№й’ўдёқз»із»“жһ„иҰҒжұӮ
(1)дёүи§’иӮЎй’ўдёқз»іжҚ»еҲ¶зҙ§еҜҶгҖҒејәеәҰй«ҳгҖҒжүҝеҺӢйқўз§ҜеӨ§пјҢй’ўдёқй—ҙдә’зӣёжқҹзјҡпјҢзӣёдә’й—ҙж— жі•з§»еҠЁдҪҚзҪ®жқҘйҖӮеә”ејҜжӣІпјҢжҹ”йҹ§жҖ§иҫғе·®гҖӮеӣ жӯӨпјҢдәәе·ҘжҚўз»іе’Ңжңәжў°жҚўз»іеқҮиғҪж»Ўи¶іжӯӨзұ»з»“жһ„й’ўдёқз»іжӣҙжҚўе·ҘиүәиҰҒжұӮгҖӮ
(2)еӨҡеұӮжҠ—ж—ӢиҪ¬й’ўдёқз»ідёҺдёүи§’иӮЎй’ўдёқз»ізӣёжҜ”пјҢиӮЎж•°иҫғеӨҡгҖҒиӮЎеҫ„иҫғз»ҶпјҢеңЁеҲҮеүІгҖҒ收ж”ҫз»іиҝҮзЁӢдёӯпјҢеҝ…йЎ»иҰҒдҝқиҜҒй’ўдёқз»іеј еҠӣпјҢеҗҰеҲҷжҳ“йҖ жҲҗй’ўдёқз»іжқҫжҚ»пјҢеҪұе“Қй’ўдёқз»ідҪҝз”ЁеҜҝе‘ҪгҖӮ
(3)жҚўз»іиҪҰйҖҡиҝҮж¶ІеҺӢеӨ№жҢҒиҫ“йҖҒжңәжһ„пјҢеҢ№й…ҚжҸҗеҚҮжңәиҝҗиЎҢйҖҹеәҰпјҢиғҪеӨҹеңЁж•ҙдёӘжҚўз»іиҝҮзЁӢдёӯдҝқжҢҒй’ўдёқз»іжҒ’еј еҠӣпјҢзЎ®дҝқй’ўдёқз»ідёҚжқҫжҚ»гҖӮ
(4)дәәе·ҘжҚўз»іеҲ©з”ЁеӨҚеҗҲжқҝеҚЎиҝӣиЎҢж–°ж—§з»іеӣәе®ҡпјҢдё”ж—§з»іеёҰж–°з»іж—¶пјҢж–°з»ідёҚжүҝйҮҚпјҢжқҝеҚЎеӣәе®ҡдёҚзүўжҲ–дёӨжқҝеҚЎй—ҙж–°з»іжңӘжӢүзҙ§пјҢжҳ“еҸ‘з”ҹжқҫжҚ»зҺ°иұЎгҖӮ
йҡҸзқҖз‘һжө·йҮ‘зҹҝеүҜдә• (дә•ж·ұ 1 326.5 m)гҖҒзәұеІӯйҮ‘зҹҝдё»дә• (дә•ж·ұ 1 598.5 m)гҖҒжҖқеұұеІӯй“Ғзҹҝж··еҗҲдә• (дә•ж·ұ 1 355 m)гҖҒ马еҹҺй“Ғзҹҝ 3 еҸ·дё»дә• (дә•ж·ұ 1 137.3 m)зӯүеңЁе»әзҹҝеұұзҡ„е»әи®ҫпјҢеҸҜд»ҘзңӢеҮәжҲ‘еӣҪзҹҝеұұиЎҢдёҡеҗ‘еҚғзұіж·ұдә•зҡ„еҸ‘еұ•и¶ӢеҠҝпјҢд»ҘеҸҠжҠ—ж—ӢиҪ¬й’ўдёқз»ізҡ„еә”з”ЁеүҚжҷҜгҖӮзӣёжҜ”жңәжў°жҚўз»іпјҢдәәе·ҘжҚўз»іе·ҘиүәдёҚйҖӮеҗҲжӯӨзұ»з»“жһ„й’ўдёқз»ізҡ„жӣҙжҚўгҖӮ
3.9 и°ғз»іж¬Ўж•°еҜ№жҜ”
3.9.1 дәәе·ҘжҚўз»і
жқҸеұұй“Ғзҹҝдё»дә•дәәе·ҘжҚўз»іеҗҺпјҢйңҖиҰҒи°ғз»і 2пҪһ3 ж¬ЎпјҢжүҚиғҪж»Ўи¶іе®үе…ЁиҝҗиЎҢиҰҒжұӮгҖӮеҲҶжһҗе…¶еҺҹеӣ жңүд»ҘдёӢж–№йқўпјҡ
(1)е°Ҷж–°з»іжҲӘз»ідёҺжҘ”еҪўзҺҜиҝһжҺҘйў„з•ҷй•ҝеәҰеӨҡгҖӮ
(2)дәәе·ҘжҚўз»іе·Ҙиүәж—§з»іеёҰж–°з»іиҝҮзЁӢдёӯпјҢж–°з»іеұҖйғЁжңүжқҫејӣгҖӮ
(3)дёӢж”ҫиҝҮзЁӢдёӯпјҢж—§з»іжүҝйҮҚдё”еңЁз»іж§ҪеҶ…пјҢж–°з»ійҷ„еңЁдё»ж»ҡзӯ’з»іж§ҪеӨ–дёҺж—§з»іиҝһжҺҘпјҢдёҚжүҝйҮҚгҖӮйҡҸзқҖдё»ж»ҡзӯ’иҝҗиҪ¬дёӢж”ҫпјҢж–°з»ій•ҝеәҰжҖ»иҰҒй•ҝдәҺж—§з»ігҖӮ
(4)ж–°з»іиҪҪйҮҚиҝҗиЎҢеҗҺиҮӘиә«зҡ„з»“жһ„жҖ§е»¶дјёгҖӮ
3.9.2 жҚўз»іиҪҰжңәжў°жҚўз»і
жқҸеұұй“ҒзҹҝеүҜдә•йҮҮз”ЁжҚўз»іиҪҰжҚўз»іеҗҺпјҢеҸӘйңҖи°ғз»і 1ж¬ЎпјҢеҚіеҸҜж»Ўи¶іе®үе…ЁиҝҗиЎҢиҰҒжұӮгҖӮеҲҶжһҗе…¶еҺҹеӣ жңүд»ҘдёӢж–№йқўпјҡ
(1)жҚўз»іиҪҰйҖҡиҝҮзӣҙзәҝз»һиҪҰжңәжһ„е…Ҳ收旧绳пјҢеҲ©з”Ёеү©дҪҷж»ҡзӯ’еҲ°дә•еҸЈд№Ӣй—ҙзҡ„ж—§з»ідёҺж–°з»іеӨҙиҝһжҺҘеҪўжҲҗдёҖдҪ“пјҢзӣҙжҺҘе°Ҷж–°з»іе…Ҙж§ҪеёҰиҝҮж»ҡзӯ’дёҺжҘ”еҪўзҺҜиҝӣиЎҢиҝһжҺҘгҖӮ
(2)дёӢж”ҫиҝҮзЁӢдёӯпјҢж–°з»іе·ІиҝһжҺҘеңЁжҸҗеҚҮе®№еҷЁдёҠпјҢж–°з»іејҖе§ӢжүҝйҮҚпјҢдё”жҚўз»іиҪҰеҜ№ж–°з»іж–ҪеҠ ж”ҫз»ійҳ»еҠӣпјҢйҡҸзқҖж–°з»ізҡ„дёӢж”ҫиө·еҲ°еҲқжӯҘжӢүдјёзҡ„дҪңз”ЁпјҢеҮҸе°‘еҗҺжңҹи°ғз»іж¬Ўж•°гҖӮ
4 з»“иҜӯ
жҸҗеҚҮй’ўдёқз»ідҪҝз”ЁеҜҝе‘Ҫеӣ зҙ йҷӨи®ҫи®ЎйҖүеһӢеҗҲзҗҶгҖҒеҗҺжңҹеҸҠж—¶з»ҙжҠӨеӨ–пјҢе®үиЈ…е·Ҙиүәзҡ„е…ҲиҝӣжҖ§еҜ№е…¶зҡ„еҪұе“Қд№ҹеҚҒеҲҶйҮҚиҰҒгҖӮеӨҡж•°зҹҝеұұдјҒдёҡеҚҒеҲҶйҮҚи§Ҷй’ўдёқз»іеҗҺжңҹз»ҙжҠӨз®ЎзҗҶпјҢеҸҚиҖҢеҝҪи§Ҷй’ўдёқз»іе®үиЈ…иҝҮзЁӢзҡ„жҠҠжҺ§гҖӮе®үиЈ…иҝҮзЁӢдёӯеҜ№й’ўдёқз»ійҖ жҲҗзҡ„жҚҹдјӨжҳҜдёҚеҸҜйҖҶзҡ„пјҢе°Өе…¶жҳҜеӨҚеҗҲжқҝеҚЎеҜ№ж–°й’ўдёқз»іеҶ…йғЁй’ўдёқжҢӨеҺӢжҚҹдјӨеҸҠжҠ—ж—ӢиҪ¬й’ўдёқз»іжқҫжҚ»зӯүйҡҗи”ҪдёҚжҳ“жҹҘзңӢйғЁдҪҚгҖӮжҚўз»іиҪҰйӣҶжңәз”өж¶ІдәҺдёҖдҪ“пјҢд»Ҙж¶ІеҺӢдёәеҠЁеҠӣпјҢйҡҸеҠЁжҖ§еҘҪпјҢдҫҝдәҺдёҺжҸҗеҚҮжңәеҢ№й…ҚпјҢж»Ўи¶іжҚўз»іж—¶зҡ„йҖҹеәҰе’ҢеҠӣйҮҸиҰҒжұӮпјҢиҮӘеҠЁеҢ–зЁӢеәҰй«ҳпјҢж–Ҫе·Ҙе®үе…ЁпјҢе·ҘдҪңж•ҲзҺҮй«ҳпјҢз¬ҰеҗҲеҪ“д»ҠзӨҫдјҡеҜ№е®үе…ЁжҖ§гҖҒй«ҳж•ҲжҖ§зҡ„иҰҒжұӮе’Ң“жңәжў°еҢ–жҚўдәәгҖҒиҮӘеҠЁеҢ–еҮҸдәә”зҡ„и®ҫи®ЎзҗҶеҝөпјҢеҖјеҫ—жӣҙеӨҡзҹҝеұұдјҒдёҡйҮҮзәіе’ҢжҺЁе№ҝгҖӮ

















