



ж¶ІеҺӢз ҙзўҺй”ӨжҳҜдёҖз§Қз”ұж¶ІеҺӢиғҪиҪ¬жҚўдёәжңәжў°иғҪзҡ„з ҙзўҺе·Ҙе…·пјҢе®ғд»ҘжҢ–жҺҳжңәгҖҒиЈ…иҪҪжңәзӯүе·ҘзЁӢжңәжў°дёәжүҝиҪҪдё»жңәпјҢдҪңдёәе…¶йҡҸжңәе·Ҙе…·жү©еӨ§дәҶдё»жңәзҡ„еҠҹиғҪе’ҢдҪҝз”ЁиҢғеӣҙпјҢе№ҝжіӣз”ЁдәҺйҮҮзҹіеңәгҖҒжҘјжҲҝи§ЈдҪ“гҖҒйҒ“и·Ҝз ҙзўҺеҸҠж··еҮқеңҹеҹәзЎҖжӢҶжҜҒзӯүдҪңдёҡгҖӮж¶ІеҺӢз ҙзўҺй”ӨеңЁдҪҝз”ЁиҝҮзЁӢдёӯпјҢз»ҸеёёдјҡеҸ‘з”ҹжҙ»еЎһе’ҢзјәдҪ“жӢүдјӨзҺ°иұЎпјҢжҙ»еЎһжҲ–зјёдҪ“дёҖж—Ұиў«жӢүдјӨпјҢе°ұдјҡеўһеҠ зјёдҪ“еҶ…й«ҳеҺӢжІ№зҡ„жі„жјҸпјҢдҪҝж¶ІеҺӢз ҙзўҺй”ӨеҶІеҮ»еҠҹдёӢйҷҚпјҢйҷҚдҪҺз”ҹдә§ж•ҲзҺҮгҖӮ
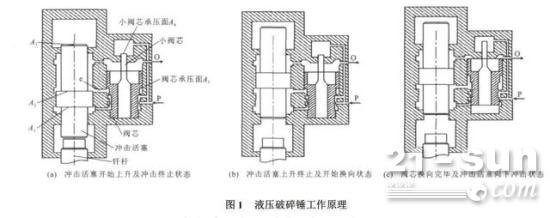
ж¶ІеҺӢз ҙзўҺй”Өзҡ„е·ҘдҪңеҺҹзҗҶеҰӮеӣҫ 1 жүҖзӨәгҖӮеңЁеӣҫ1 (a) зҠ¶жҖҒж—¶ ,ж¶ІеҺӢжІ№д»Һ P еҸЈиҝӣе…ҘжҚўеҗ‘йҳҖ ,дҪңз”ЁдәҺе°ҸйҳҖиҠҜзҡ„ A 4 йқўдёҠ ,е°ҸйҳҖиҠҜжҺЁеҠЁйҳҖиҠҜиҮідёӢз«ҜдҪҚзҪ®гҖӮеҗҢж—¶еҺӢеҠӣжІ№з»ҸйҳҖиҠҜзҺҜеҪўйҖҡйҒ“иҝӣе…ҘеҶІеҮ»жҙ»еЎһдёӢи…” ,дҪңз”ЁдәҺжҙ» еЎһзҡ„ A1 йқўдёҠ ,жҙ»еЎһеңЁж¶ІеҺӢжІ№еҺӢеҠӣдҪңз”ЁдёӢе…ӢжңҚж°®ж°”е®ӨдҪңз”ЁеҠӣеҗ‘дёҠиҝҗеҠЁ ,并еҺӢзј©ж°®ж°” ,жҙ»еЎһдёҠи…”зҡ„жІ№ж¶Із»ҸO еҸЈжөҒеӣһжІ№з®ұгҖӮеҪ“жҙ»еЎһиҝҗеҠЁиҮідҝЎеҸ·еҸЈдёҺеүҚи…”й«ҳеҺӢжІ№зӣёйҖҡж—¶ ,еҰӮеӣҫ 1 ( b) жүҖзӨә ,й«ҳеҺӢжІ№з”ұдҝЎеҸ·еҸЈз»ҸжІ№йҒ“ e иҝӣе…ҘйҳҖиҠҜзҺҜеҪўжүҝеҺӢйқў A 5 еӨ„ ,еӣ жүҝеҺӢйқўз§Ҝ A 5 > A4 , йҳҖиҠҜдёҠ移 ,жҚўеҗ‘йҳҖжҚўеҗ‘гҖӮеӣҫ 1 ( c) жүҖзӨәжҚўеҗ‘е®ҢжҜ• ,жҙ»еЎһдёӢи…”дёҺеӣһжІ№и·ҜзӣёйҖҡиҖҢеҪўжҲҗдҪҺеҺӢ,жҙ»еЎһеңЁж°®ж°”е®ӨеҺӢеҠӣдҪңз”ЁдёӢеҗ‘дёӢеҶІеҮ»еҒҡеҠҹгҖӮеҪ“жҙ»еЎһеҶІеҮ»з»Ҳжӯўж—¶ ,жҚўеҗ‘дҝЎеҸ·еҸЈдёҺдҪҺеҺӢжІ№зӣёйҖҡ,йҳҖиҠҜзҺҜеҪўйқў A5 еҚёеҺӢ,е°ҸйҳҖиҠҜз”ұдәҺеҺӢеҠӣжІ№зҡ„дҪңз”Ё,жҺЁеҠЁйҳҖиҠҜжҚўеҗ‘,жӯӨж—¶еҺӢеҠӣжІ№еҸҲиҝӣе…Ҙжҙ»еЎһдёӢи…”гҖӮйҮҚеӨҚдёҠиҝ°еҠЁдҪң ,еҶІеҮ»жҙ»еЎһеҚіе®ҢжҲҗдёҖдёӘеҫҖеӨҚиЎҢзЁӢгҖӮж¶ІеҺӢз ҙзўҺй”Өе·ҘдҪңж—¶иҝһз»ӯдҫӣжІ№ ,д»ҘдёҠеҫӘзҺҜеҠЁдҪңиҝһз»ӯй«ҳйҖҹиҝӣиЎҢ,дҪҝж¶ІеҺӢз ҙзўҺй”ӨиҫҫеҲ°еҶІеҮ»еҒҡеҠҹзҡ„зӣ®зҡ„
.1пјүж¶ІеҺӢз ҙзўҺй”ӨеҠЁеҠӣеӯҰж–№зЁӢ
жң¬ж–Үж‘ҳжҠ„дәҺпјҡ
жң¬ж–Үж‘ҳжҠ„дәҺпјҡдёӯеӣҪе…¬йҮҢеӯҰжҠҘ

гҖҗ3гҖ‘жҙ»еЎһдёҺжІ№зјёзҡ„ж‘©ж“ҰжҚҹдјӨз®Җз§°жӢүзјё
жӢүзјёзҡ„еҺҹеӣ з®ҖеҚ•зҪ—еҲ—еҰӮдёӢпјҡ
йҮҚиҰҒжӢүзјёеҺҹеӣ дёәгҖҗжІ№иҶңгҖ‘еҸ—жҚҹд»ҘеҸҠдҫ§еҗ‘еҠӣ
1
пјҲ1.1пјүж¶ІеҺӢжІ№жІ№жё©зҡ„еҪұе“Қ
ж¶ІеҺӢжІ№е…·жңүй»ҸжҖ§пјҢеҪ“ж¶ІеҺӢжІ№еҸ‘з”ҹеүӘеҲҮеҸҳеҪўж—¶пјҢж¶ІеҺӢжІ№дҪ“еҶ…дә§з”ҹйҳ»ж»һеҸҳеҪўзҡ„еҶ…ж‘©ж“ҰеҠӣгҖӮй»ҸжҖ§иЎЁеҫҒдәҶж¶ІеҺӢжІ№жҠөжҠ—еүӘеҲҮеҸҳеҪўзҡ„иғҪеҠӣпјҢж¶ІеҺӢжІ№жҠөжҠ—еүӘеҲҮеҸҳеҪўзҡ„иғҪеҠӣз”Ёй»ҸжҖ§жқҘдҪ“зҺ°пјҢиҖҢжІ№ж¶Іжё©еәҰдёҺй»ҸеәҰзҡ„е…ізі»еҰӮдёӢпјҡ
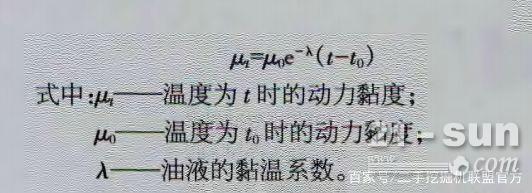
д»Һе…¬ејҸеҸҜд»ҘзңӢеҮәпјҢеҪ“жІ№жё©дёҠеҚҮж—¶пјҢж¶ІеҺӢжІ№зҡ„еҠЁеҠӣй»ҸеәҰйҡҸд№ӢйҷҚдҪҺпјҢе…¶жҠөжҠ—еүӘеҲҮеҸҳеҪўзҡ„иғҪеҠӣдёӢйҷҚпјҢеҪ“жё©еәҰдёҠеҚҮеҲ°дёҖе®ҡзЁӢеәҰж—¶пјҢж¶ІеҺӢжІ№зҡ„еҠЁеҠӣй»ҸеәҰжҖҘйҖҹдёӢйҷҚпјҢжҠ—еүӘеҲҮеҸҳеҪўзҡ„иғҪеҠӣеҮ д№Һж¶ҲйҷӨеӨұпјҢеҸ—еҲ°иҮӘйҮҚеҸҠжҙ»еЎһеҫҖеӨҚиҝҗеҠЁж—¶жғҜжҖ§зҡ„еҪұе“ҚпјҢж¶ІеҺӢжІ№жІ№иҶңе°ұжңүеҸҜиғҪе»әз«ӢдёҚиө·жқҘпјҢд»ҺиҖҢдҪҝжҙ»еЎһдёҺзјёдҪ“д№Ӣй—ҙзҡ„ж¶ІеҺӢж”Ҝж’‘пјҲжІ№иҶңпјүз ҙеқҸпјҢеј•иө·жҙ»еЎһжӢүдјӨпјҲзјёдҪ“зҡ„иҖҗзЈЁжҖ§дёҖиҲ¬й«ҳдәҺжҙ»еЎһпјү
пјҲ1.2пјүж¶ІеҺӢжІ№еҸҳиҙЁеҗҺзҡ„еҪұе“Қ
еҜјиҮҙж¶ІеҺӢжІ№еҸҳиҙЁзҡ„еҺҹеӣ иҫғеӨҡпјҢдёҖиҲ¬жңүпјҡ
1гҖҒеҲ¶йҖ иЈ…й…ҚиҝҮзЁӢдёӯдә§з”ҹзҡ„пјҢжңүжңӘеҫ—еҲ°еҪ»еә•жё…йҷӨзҡ„жқӮиҙЁпјӣ
2гҖҒеӣ ж¶ІеҺӢжІ№жөҒз»Ҹзҡ„жІ№з®Ўе’ҢеӮЁеӯҳжІ№ж¶Ізҡ„жІ№жЎ¶еҗ«жңүжқӮиҙЁпјӣ
3гҖҒйҮҺеӨ–йңІеӨ©еҒҡдҪңдёҡзҺҜеўғжҒ¶еҠЈпјҢеҗ„з§ҚйЈһжү¬зҡ„зү©иҙЁйў—зІ’иҝӣе…Ҙж¶ІеҺӢзі»з»ҹпјӣ
4гҖҒж¶ІеҺӢзі»з»ҹз»ҙжҠӨж—¶пјҢжӢҶиЈ…е…ғ件гҖҒз®Ўи·ҜзӯүиҝҮзЁӢдёӯйҖ жҲҗжұЎжҹ“зү©дҫөе…ҘпјҢжҲ–еҠ жІ№пјҢжҚўжІ№ж—¶дҪҝз”ЁдәҶдёҚжҙҒзҡ„иҝҮж»Өе®№еҷЁпјҢеёҰиҝӣе…ҘжұЎжҹ“зү©
5гҖҒеӣ жңәжў°ж‘©ж“Ұе’ҢеҢ–еӯҰеҸҚеә”зӯүиҖҢеҜјиҮҙзҡ„ж¶ІеҺӢжІ№жұЎжҹ“гҖӮеҰӮж¶ІеҺӢжІ№ж°§еҢ–еҸҳиҙЁпјҢж··е…Ҙж°ҙд»ҪгҖҒз©әж°”пјҢйӮЈд№Ҳе…¶й»ҸеәҰе°ұдјҡдёӢйҷҚпјҢд»ҺиҖҢз ҙеқҸжҙ»еЎһе’ҢзјёдҪ“д№Ӣй—ҙзҡ„ж¶ІеҺӢж”Ҝж’‘пјҲжІ№иҶңпјүпјӣеҰӮжһңж¶ІеҺӢжІ№ж··е…Ҙйў—зІ’жұЎжҹ“зү©пјҢйӮЈд№Ҳжҙ»еЎһдёҺзјёдҪ“зҡ„й—ҙйҡҷе°ұдјҡ收еҲ°еҪұе“ҚпјҢдёҚдҪҶдјҡеўһеӨ§зјёдҪ“е’Ңжҙ»еЎһзҡ„ж‘©ж“ҰпјҢд№ҹдјҡеҪұе“Қжҙ»еЎһдёҺзјёдҪ“д№Ӣй—ҙзҡ„ж¶ІеҺӢж”Ҝж’‘пјӣ
2
жҙ»еЎһе’ҢжІ№зјёзҡ„еҠ е·ҘзІҫеәҰ
жҙ»еЎһдёҺзјёдҪ“з»„жҲҗеңҶжҹұж»‘еҠЁеүҜгҖҒж»‘еҠЁеүҜд№Ӣй—ҙжңүдёҖе®ҡзҡ„й—ҙйҡҷпјҢеңЁе……ж»Ўж¶ІеҺӢжІ№зҡ„жғ…еҶөдёӢзӣёеҜ№иҝҗеҠЁпјҢиӢҘжҙ»еЎһдёҺзјёдҪ“еҶҚеҠ е·ҘгҖҒиЈ…й…ҚиҝҮзЁӢдёӯеӯҳеңЁеҒҸеҝғжҲ–иҖ…й”ҘеәҰпјҢиҝҗеҠЁиҝҮзЁӢдёӯдә§з”ҹзҡ„еҺӢе·®е°ұдјҡеҜјиҮҙжҙ»еЎһ收дҫ§еҗ‘еҠӣдҪңз”ЁпјҢеҠ еү§зјёдҪ“дёҺжҙ»еЎһд№Ӣй—ҙзҡ„ж‘©ж“ҰпјҢд»ҺиҖҢеј•иө·жҙ»еЎһзҡ„жӢүдјӨпјӣ
з”ұдәҺеҠ е·ҘзјёдҪ“еҶ…еӯ”е’Ңжҙ»еЎһзҡ„еӨ–еҫ„ж—¶пјҢдёҚеҸҜиғҪиҒҡе Ҷж— й”ҘеәҰпјҢиЈ…й…Қж—¶пјҢдёҚеҸҜиғҪз»қеҜ№ж— еҒҸеҝғпјҢеӣ жӯӨиҝҗеҠЁиҝҮзЁӢдёӯеҝ…然дјҡдә§з”ҹдҫ§еҗ‘еҠӣпјҢиҝӣиҖҢеҜјиҮҙжҙ»еЎһжӢүдјӨпјӣ
3
й’ҺжқҶеҸҚеј№
ж¶ІеҺӢз ҙзўҺй”ӨйҖҡиҝҮжҙ»еЎһеҮ»жү“й’ҺжқҶиҖҢеҜ№еӨ–еҒҡеҠҹпјҢз”ұдәҺеҠӣзҡ„дҪңз”ЁжҳҜзӣёдә’зҡ„пјҢеҒҮи®ҫй’ҺжқҶдёҺжҙ»еЎһзҡ„жү“еҮ»йқўз»қеҜ№зҡ„е№іж•ҙпјҢеҲҷй’ҺжқҶзҡ„еҸҚеј№еҠӣзҡ„дҪңз”ЁзәҝдёҺжҙ»еЎһзҡ„иҪҙзәҝдёҖиҮҙпјҢй’ҺжқҶзҗҶи®әдёҠдёҚдјҡеҸ—еҲ°дҫ§еҗ‘еҠӣпјҢеҗҰеҲҷпјҢжҙ»еЎһе°ұдјҡ收еҲ°дҫ§еҗ‘еҠӣпјҢиҝӣиҖҢеҜјиҮҙжҙ»еЎһжӢүдјӨпјӣ
4
жҙ»еЎһдёҺзјёдҪ“зҡ„й…ҚеҗҲй—ҙйҡҷ
жҙ»еЎһдёҺзјёдҪ“зҡ„й…ҚеҗҲй—ҙйҡҷеҸ—еҲ°жқҗж–ҷгҖҒзғӯеӨ„зҗҶеҸҠй«ҳжё©зӯүеӣ зҙ зҡ„еҪұе“ҚгҖӮдёҖиҲ¬жқҘиҜҙпјҢжқҗж–ҷдјҡйҡҸзқҖжё©еәҰзҡ„еҸҳеҢ–иҖҢдә§з”ҹеҸҳеҪўпјҢдҪҶжҳҜпјҢйҖҡиҝҮйҖӮеҪ“зҡ„зғӯеӨ„зҗҶеҸҜйҷҚдҪҺе…¶еҸҳеҪўйҮҸгҖӮжқҗж–ҷзҡ„зәҝжҖ§еҸҳеҪўе…¬ејҸдёәпјҡ
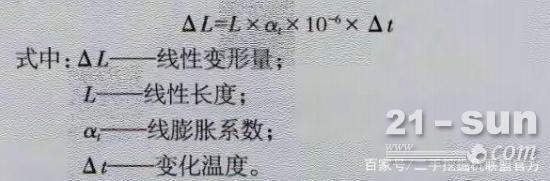
д»Ҙжҹҗе“ҒзүҢ铬钢(й…Қ件用жҙ»еЎһжқҗж–ҷ)дёәдҫӢпјҢе…¶зәҝиҶЁиғҖзі»ж•°=11.2пјҲ/в„ғпјүпјҢеҒҮи®ҫиҜ•йӘҢ件зәҝжҖ§зӣҙеҫ„дёә40mmпјҢжІ№жё©еҸҳеҢ–=80в„ғпјҢйҖҡиҝҮи®Ўз®—еҸҜеҫ—е…¶еңЁзӣҙеҫ„ж–№еҗ‘дёҠзҡ„зғӯиҶЁиғҖеҸҳеҪўйҮҸдёә0.036гҺңгҖӮдҪҶжҳҜпјҢйҖҡиҝҮдёҚеҗҢзҡ„зғӯеӨ„зҗҶж–№ејҸеҲ¶йҖ еҮәжқҘзҡ„иҜ•йӘҢ件пјҢеңЁдёҚеҗҢзҡ„жё©еәҰдёӢиҝӣиЎҢиҜ•йӘҢпјҢеҫ—еҲ°зҡ„иҜ•йӘҢж•°жҚ®дёҚеҗҢпјҢеҰӮдёӢеӣҫ
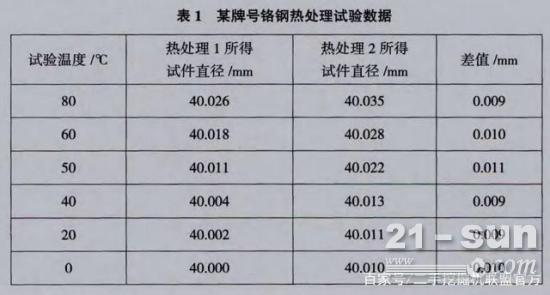
жҙ»еЎһдёҺзјёдҪ“зҡ„й…ҚеҗҲй—ҙйҡҷеӣ жқҗж–ҷгҖҒзғӯеӨ„зҗҶж–№ејҸдёҚеҗҢиҖҢдёҚеҗҢгҖӮеңЁиҝӣиЎҢжҙ»еЎһдёҺзјёдҪ“й…ҚеҗҲй—ҙйҡҷи®ҫи®Ўж—¶пјҢеҝ…йЎ»иҖғиҷ‘еҸҳеҪўеӣ зҙ пјҢеҗҰеҲҷпјҢзғӯеӨ„зҗҶеҗҺй…ҚеҗҲй—ҙйҡҷиҝҮе°Ҹжҳ“еҜјиҮҙжҙ»еЎһжӢүдјӨгҖӮ
5
ж¶ІеҺӢз ҙзўҺй”Өе·ҘдҪңиҝҮзЁӢдёӯзҡ„й’ҺжқҶеҒҸжү“
еңЁж¶ІеҺӢз ҙзўҺй”Өзҡ„е®һйҷ…е·ҘдҪңиҝҮзЁӢдёӯпјҢеёёеёёдјҡеҮәзҺ°й’ҺжқҶеҒҸжү“зҺ°иұЎпјҢеҠ д№Ӣй’ҺжқҶе°ҫйғЁе’Ңжҙ»еЎһжү“еҮ»йқўдёҚжҳҜз»қеҜ№зҡ„е№іж•ҙпјҢеӣ жӯӨдјҡдә§з”ҹдҫ§еҗ‘еҠӣпјҢд»ҺиҖҢеҜјиҮҙжҙ»еЎһжӢүдјӨпјӣ
йҒҝе…Қж–№жЎҲпјҡйҰ–е…ҲиҰҒдҝқиҜҒй’ҺжқҶдёҺжҙ»еЎһжү“еҮ»жҺҘи§Ұйқўзҡ„еқҮеҢҖжҖ§пјҢз”ұдәҺзғӯеӨ„зҗҶиҝҮзЁӢдёӯпјҢдёҠиҝ°е№ійқўдјҡдә§з”ҹеҫ®йҮҸеҸҳеҪўпјҢеӣ жӯӨеңЁжҙ»еЎһдёҺй’ҺжқҶзғӯеӨ„зҗҶеҗҺпјҢйңҖеўһеҠ дёҖйҒ“зІҫиҪҰе·ҘеәҸпјҲе°ҶдёӨдёӘе№ійқўиҪҰе№іпјүпјӣе…¶ж¬ЎпјҢеҸҜд»ҘйҖӮеҪ“йҷҚдҪҺй’ҺжқҶзҡ„зЎ¬еәҰпјҢйҳІжӯўдҪҝз”ЁиҝҮзЁӢдёӯй’ҺжқҶиў«жҙ»еЎһжү“зўҺпјҢжү“иЈӮпјҢзӣ®еүҚдҪҝз”Ёзҡ„й’ҺжқҶзЎ¬еәҰдёҖиҲ¬дёәHRC55,еҸҜд»Ҙи°ғж•ҙдёәHRC50пјҢ并йҷҚдҪҺе…¶ж·¬зҒ«еұӮеҶ…зҡ„马ж°ҸдҪ“еҗ«йҮҸпјҢд»ҺиҖҢжҸҗй«ҳе…¶йҹ§жҖ§пјӣжңҖеҗҺеңЁдҪҝз”ЁиҝҮзЁӢдёӯпјҢиҰҒеҸҠж—¶жЈҖжҹҘзјёдҪ“еҶ…еҜјеҗ‘еҘ—пјҢеүҚзјёдҪ“зҡ„е®Ңж•ҙжҖ§пјҢйҳІжӯўеӣ дёәеҜјеҗ‘иЈ…зҪ®зҡ„жҚҹеқҸиҖҢеј•иө·жҙ»еЎһеңЁиЎҢзЁӢдёӯеҮәзҺ°еҒҸеҝғ
6
иҙҜз©ҝиһәдёқжҖ§иғҪдёҚи¶іпјҢеҜјиҮҙжҙ»еЎһеҒҸжү“иҙҜз©ҝиһәдёқжҠ—жӢүдјёеҠӣдёҚеӨҹпјҢеҜјиҮҙиһәдёқеҸҳй•ҝпјҢеҢ…жӢ¬е®ҡдҪҚй”Җи„ұиҗҪпјҢеҸҳеҪўпјҢд»ҺиҖҢзҙ§еӣәдёүзјёеҠӣйҮҸж”ҫжқҫпјҢжҙ»еЎһеҒҡеҠҹж—¶пјҢдә§з”ҹдҫ§еҗ‘еҠӣпјҢд»ҺиҖҢжӢүзјё
7
ж–Ҝзү№е°Ғж–ӯиЈӮеҜјиҮҙжҙ»еЎһдёӢз«ҜжӢүдјӨ
еҰӮеӣҫдёәжҙ»еЎһзҺҜж–Ҝзү№е°Ғж–ӯиЈӮеҗҺпјҢеҜјиҮҙдёҠдёӢеҜ№з§°зӮ№пјҲдё»жІ№е°ҒпјүйғЁдҪҚжӢүдјӨпјҢеҰӮдёӢеӣҫжүҖзӨә


дёӢеӣҫдёәеҗҺжһң

9
йҳІе°ҳе°Ғзҝ»иҫ№еҜјиҮҙжқӮиҙЁиҝӣе…ҘжІ№зјёжӢүдјӨ
з ҙзўҺй”Өе”®еҗҺжңҚеҠЎе·ҘзЁӢеёҲжҳҜе·ҘзЁӢжңәжў°иЎҢдёҡйҮҢйқўжңҖиҫӣиӢҰзҡ„дёҖдёӘеІ—дҪҚпјҢд»–еҝ…йЎ»е…·еӨҮзҡ„дјҳз§Җе“ҒиҙЁйҰ–е…ҲжҳҜиҙҹиҙЈд»»е’Ңз»Ҷеҝғи®ӨзңҹпјҢд»ҘдёӢдёәдҝқе…»з ҙзўҺй”Өж—¶пјҢжӣҙжҚўдё»жІ№е°ҒпјҢе®үиЈ…жҙ»еЎһж—¶пјҢеҜјиҮҙйҳІе°ҳзҝ»иҫ№пјҢйҖ жҲҗзҡ„зҹӯжңҹжӢүзјёжјҸжІ№


гҖҗ4гҖ‘жӢүзјёзұ»ж•…йҡңдҝ®еӨҚж–№жі•
пјҲ1пјүзјёдҪ“з ”зЈЁдҝ®еӨҚ
пјҲ1пјүзјёдҪ“дҝ®еӨҚи®ҫеӨҮзҡ„йҖүз”ЁжҲ‘们жүҖдҪҝз”Ёзҡ„и®ҫеӨҮжҳҜдёҖеҸ°й«ҳзІҫеәҰдёҮиғҪзЈЁеәҠгҖҗжҜ”иҫғеҗҲзҗҶзҡ„и®ҫеӨҮе’ҢеһӢеҸ·дёә“дёҠжө·жңәеәҠеҺӮMM1450”гҖ‘пјҢжңҖеӨ§зЈЁеүҠеӯ”еҫ„φ500mmпјҢиЎҢзЁӢ =1500mmгҖӮе·ҘдҪңеҸ°зҡ„зӣҙзәҝеәҰеңЁе…ЁиЎҢзЁӢй•ҝеәҰеҶ…≤0.02mmпјҢе·ҘдҪңеҸ°з§»еҠЁеҖҫж–ңеәҰеңЁе…ЁиЎҢзЁӢй•ҝеәҰ≤0пјҺ015mmпјҢеәҠеӨҙдё»иҪҙеҫ„еҗ‘и·іеҠЁ≤0пјҺ01 mm,еәҠеӨҙдё»иҪҙдёӯеҝғзәҝеҜ№е·ҘдҪңеҸ°з§»еҠЁзҡ„е№іиЎҢеәҰ≤ 0пјҢ01 mm
гҖҲ2пјүзјёдҪ“зҡ„иЈ…еҚЎе°ҶзјёдҪ“иЈ…еңЁдё»иҪҙдёҠзҡ„дё“й—ЁеӨ№е…·дёҠпјҢжҢүе·ҘиүәиҰҒжұӮпјҢзјёдҪ“еӨ–дҫ§з«Ҝйқўзҡ„и·іеҠЁйҮҸ≤0пјҢ01 mmгҖӮе’Ңйҡ”зҰ»еҘ—зӣёй…ҚеҗҲзҡ„зјёдҪ“еҶ…еӯ”дёҺжңәеәҠдё»иҪҙзҡ„еҗҢиҪҙеәҰиҜҜе·®еә”≤0.005mmпјӣ
пјҲ3пјүзЈЁеүҠзјёдҪ“пјҡзјёдҪ“дёӯйңҖиҰҒдҝ®еӨҚзҡ„дёӨдёӘдёҚеҗҢе°әеҜёзҡ„еҶ…еӯ”пјҢиҰҒз»ҸиҝҮзІ—зЈЁе’ҢзІҫзЈЁдёӨйҒ“е·ҘеәҸжқҘе®ҢжҲҗгҖӮзІ—зЈЁж—¶еә”е°ҶеҶ…еҫ„зЈЁеңҶгҖҒжӢүдјӨд№Ӣз—•зЈЁе№іпјӣиҝӣиЎҢзІҫзЈЁж—¶пјҢеә”дҪҝе…¶е°әеҜёзІҫеәҰгҖҒдҪҚзҪ®зІҫеәҰгҖҒзІ—зіҷеәҰз¬ҰеҗҲеӣҫзәёзҡ„иҰҒжұӮпјҲе°әеҜёзІҫеәҰеңЁ0пјҺ01 mmд»ҘеҶ…пјҢеҗҢиҪҙеәҰиҜҜе·®еңЁ0пјҺ01 mmд»ҘеҶ…пјҢеӯ”зҡ„еңҶжҹұеәҰиҜҜе·®дёә
0.005mmпјҢзІ—зіҷеәҰ=0.4 μm)гҖӮ
пјҲ2пјүжҙ»еЎһз ”зЈЁдҝ®еӨҚ/жӣҙжҚўжҙ»еЎһ
жҺЁиҚҗеӨ–еңҶзЈЁеәҠдёәMM1350й«ҳзІҫеәҰеӨ–еңҶзЈЁеәҠгҖҗе°ҸеһӢеҸ·зЈЁеәҠйңҖиҰҒй«ҳжҠҖиғҪжҠҖеёҲеңЁжӯЈеёёж°ҙе№іеҸ‘жҢҘзҡ„жғ…еҶөдёӢжүҚиғҪжңүеҸҜиғҪеҒҡеҲ°еҗҢиҪҙеәҰиүҜеҘҪгҖ‘
жқҗж–ҷзҡ„йҖүжӢ©жҳҜжҙ»еЎһи®ҫи®Ўзҡ„е…ій”®й—®йўҳпјҢе®ғеҶіе®ҡжҙ»еЎһи®ҫи®Ўзҡ„жҲҗеҠҹдёҺеӨұиҙҘпјҢеҶіе®ҡйӣ¶д»¶еҜҝе‘Ҫзҡ„й•ҝзҹӯгҖӮе…ідәҺжқҗж–ҷзҡ„йҖүжӢ©пјҢеҗ„еӣҪж¶ІеҺӢй”Өзҡ„еҲ¶йҖ е•ҶеқҮз§°йҮҮз”ЁдјҳиҙЁй«ҳзә§еҗҲйҮ‘й’ўпјҢдҪҶйҖүжқҗе’Ңе·ҘиүәиҝҳжңүеҢәеҲ«пјҢдёҖдәӣж¶ІеҺӢй”Өзҡ„еҲ¶йҖ е•ҶпјҢйҮҮз”Ёзҡ„жҳҜдјҳиҙЁеҗҲйҮ‘е·Ҙе…·й’ўпјҢж•ҙдҪ“ж·¬зҒ«иҖҢжҲҗпјӣиҖҢеҸҰдёҖдәӣеҲ¶йҖ е•ҶйҮҮз”Ёзҡ„жҳҜдҪҺзўіеҗҲйҮ‘й’ўжё—зўіж·¬зҒ«иҖҢжҲҗгҖӮйҮҮз”Ёй«ҳзўіеҗҲйҮ‘е·Ҙе…·й’ўж•ҙдҪ“ж·¬зҒ«зҡ„жҙ»еЎһпјҢеңЁе·ҘдҪңдёӯе’Ңй’ҺжқҶжҺҘи§Ұзҡ„е№ійқўдёҚеҸҳеҪўпјҢдёҚжҳ“дә§з”ҹиЈӮзә№пјҢиҖҢйҮҮз”ЁдҪҺзўіеҗҲйҮ‘й’ўжё—зўіж·¬зҒ«зҡ„жҙ»еЎһпјҢеңЁе·ҘдҪңдёӯе’Ңй’ҺжқҶжҺҘи§Ұзҡ„е№ійқўжҳ“дә§з”ҹеҸҳеҪўпјҲе№ійқўеҮ№йҷ·пјүе’ҢиЈӮзә№пјҢеҰӮжһңиЈӮзә№жү©еӨ§пјҢе°ұдјҡдә§з”ҹж–ӯиЈӮдҪҝжҙ»еЎһжҠҘеәҹгҖӮ
д»Ҙдҝ®еӨҚз”Ёжҙ»еЎһйҖүжқҗдёәеҗҲйҮ‘е·Ҙе…·й’ўдёәдҫӢпјҢ
жҙ»еЎһеҠ е·Ҙе·ҘиүәжөҒзЁӢеҰӮдёӢпјҡ
еӨҮж–ҷ—й”»йҖ —йҖҖзҒ«гҖҗж¶ҲйҷӨеә”еҠӣгҖҒз»ҶеҢ–жҷ¶зІ’гҖ‘—зІ—иҪҰеӨ–еңҶе’Ңдёӯеҝғеӯ”—и°ғиҙЁ—зІҫиҪҰеӨ–еңҶгҖҒж§Ҫ—ж·¬зҒ«—зЈЁдёӯеҝғеӯ”—зЈЁеӨ–еңҶ—зЈЁе·ҘдҪңиҫ№—еҺ»жҜӣеҲә— жҺўдјӨ—з ”зЈЁдёӯеҝғеӯ”—зІҫзЈЁеӨ–еңҶ—жЈҖйӘҢ— жІ№е°Ғ—жҢүз…§е…¬е·®иЈ…е…Ҙдҝ®еӨҚеҘҪзҡ„дёӯзјёдҪ“гҖӮ






























